
18217552166
当前位置:上海兴拓机械设备有限公司>>德国REXROTH力士乐>>力士乐阀>> WEH 16 ... -910德国原装rexroth阀特惠





德国原装rexroth阀特惠
力士乐致力于为各类机械和系统设备提供安全、精准、高效以及高性价比的传动与控制技术。公司融合的应用经验,研发创新的产品,为行走机械、机械应用与工程、工厂自动化及可再生能源每一个细分市场的客户量身定制系统解决方案及服务。博世力士乐同时为客户提供各种液压、电子传动与控制、气动、齿轮、线性传动及组装技术。产品
REXROTH力士乐
REXROTH柱塞泵,REXROTH齿轮泵
REXROTH叶片泵,REXROTH电磁阀
REXROTH换向阀,REXROTH油泵,
REXROTH导轨,Rexroth隆兴液压,
REXROTH滚珠丝杆,REXROTH滑块,
REXROTH比例阀,REXROTH压力阀
REXROTH传感器,REXROTH马达
REXROTH伺服阀,REXROTH继电器
带电动液压起动的先导式方向滑阀
WEH16...-910
规格16
组件系列7X
大工作压力250bar
大流量400l/min
特征
三位四通或二位四通换向阀
操作类型(内部或外部先导控制):
-电液(型号WEH)
用于底板安装
油口安装面符合4401-07-07-0-05和NFPAT3.5.1R2-D07
弹簧对中,弹簧端位置
带湿式插脚的直流线圈
电气连接作为单个连接
手动应急操作
-切换时间调整
滑阀是利用阀芯(柱塞、阀瓣)在密封面上滑动,改变流体进出口通道位置以控制流体流向的分流阀。滑阀常用于蒸汽机、液压和气压等装置,使运动机构获得预定方向和行程的动作或者实现自动连续运转。
驱动方式
滑阀的驱动方式有手动和自动(机械、电磁)两种。自动滑阀由被它控制的机械设备带动,两者协调动作,使机器设备自动连续运转。
连接类型
进气端------------------出气端
标准型:内螺纹外螺纹
其他型:外螺纹内螺纹
外螺纹外螺纹
内螺纹内螺纹
阀杆材料
铝和铜两种
相关型号推荐:
4WRDE10W1-100L-5X/6L24EK9/V
4WRDE16W1-125L-5X/6L24K9/V
4WRDE16V-200L-5X/6L24K9/V
4WRL25V-370M-3X/G24Z4/M
4WRA6V30-22/G24N9K4/V
4WRA10W60-22/G24N9K4/V
4WRAE10E60-2X/G24N9K31/A1V
4WRAE10E60-2X/G24K31/A1V
4WRAEB6W30-2X/G24N9K31/A1V
4WRAE6W30-21/G24N9K31/A1V
4WRSE6V10-3X/G24K0/A1V-SO644
4WRSEH6V24LD-3X/G24KO/A1V
4WRPEH6C40L-2X/G24KO/F1M
4WSE3EE16-1X/200-B8-315-K9-D-V-S0122
4WSE3EE16-1X/300B8-315K9EV
4WSE2ED10-5X/90B9210K31EV
4WRPE10EA50SJ-2X/G24K0/A1M
4WRPH6C4B40L-2X/G24Z4/M
4WRPH6C3B24L-2X/G24Z4M
4WRPEH6C3B04L-2X/G24K0/F1M-885
4WRBA10EA75-2X/G24K4/M-828
4TH6E06-14/VT23M01订货号:R900230498
3WE6A6X/EG24N9K4
3WH6A5X
3WH6B53
3WE6B62/EG24N9K4
3WE6B9-62/EG24N9K4
3WE10B33/CG24N9K4
3DR10P5-6X/200Y/00M
3DREME10P62/200YG24K31V
3DREME16P6X/200YG24K31V+R900021267
3DREE16P6X/XXXYG24K31V
3DREE16P6X/200YG24K31V
3DREP6B-2X/25EG24N9K4/M
产品说明

阀类型 WEH 是带电液液压操作的方向滑阀。该阀控制流体的启动、停止和方向。
方向阀的基本构成为带壳体的主阀 (1)、主控制阀芯 (2)、一个或两个复位弹簧 (3.1) 和 (3.2) 以及带有一个或两个线圈“a”(5.1) 和/或“b”(5.2) 的先导控制阀 (4)。
主阀中的主控制阀芯 (2) 通过弹簧或建压的方式保持在零位置或初始位置。在初始位置,两个弹簧腔 (6) 和 (8) 通过先导控制阀 (4) 在卸压状态下连接到油箱。通过控制油路 (7) 对先导控制阀进行先导供油。供油可通过内部或外部进行(外部供油通过油口 X 实现)。对先导控制阀进行操作时(例如通过线圈“a”),先导控制阀芯 (10) 会移动至左侧,从而对弹簧腔 (8) 进行先导加压。弹簧腔 (6) 保持卸压状态。
先导压力作用于主控制阀芯 (2) 的左侧并使其克服弹簧 (3.1) 力移动。这样就会使主阀中的油口 P 与 B 相连接,油口 A 与 T 相连接。
线圈切断时,先导控制阀芯 (10) 复位至初始位置(脉冲阀芯除外)。弹簧腔 (8) 卸载至油箱。
先导油回油可以(通过通道 T)内部实现或(通过通道 Y)外部实现。
可选手动应急操作 (9) 能够在线圈不通电的情况下移动先导控制阀芯 (10)。
弹簧腔 (6) 和 (8) 中的复位弹簧 (3.1) 和 (3.2) 即使在垂直阀位置时也可在无先导压力的情况下将主控制阀芯 (2) 保持在中心位置。
由于设计原理方面的原因,阀门难免会存在内部泄漏,且泄漏量会随着使用寿命的延长而增加。

1 | 保护塞 M6 符合 DIN 906,扳手规格 3 - 先导油回油 |
2 | 保护塞 M6 符合 DIN 906,扳手规格 3 - 先导油供油 |
先导油供油 | 先导油回油 | ||
外部 | 2 关闭 | 外部 | 1 关闭 |
内部 | 2 开启 | 内部 | 1 开启 |
先导油从单独的压力供应油路通过通道 X 实现 外部 供油。
先导油通过通道 Y 流入油箱实现 外部 回油。
先导油通过主阀的通道 P 实现 内部 供油(请参阅技术数据)。
先导油通过通道 Y 流入油箱实现 外部 回油。在底板中,油口 X 为关闭状态。
先导油通过主阀的通道 P 实现 内部 供油。
先导油通过通道 T 流入油箱实现 内部 回油。在底板中,油口 X 和 Y 为关闭状态。
先导油从单独的压力供应油路通过通道 X 实现 外部 供油。
先导油通过通道 T 流入油箱实现 内部 回油。在底板中,油口 Y 为关闭状态。
先导油供油修改只能由经过授权的专业人员执行或返厂执行。
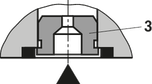
如果要限制先导控制阀通道 P 中的先导油供油,则需要使用节流插件 (3)(请参阅下文)。节流插件 (3) 将插入到先导控制阀的通道 P 中。
检查方法:
柱塞泵拆解后,应检查泵的下列方面:
A.配流盘是否磨损、拉槽?
B.柱塞与缸孔之间的间隙是否超差?问隙过大,会造成内泄漏增大,流量达不到要求。
C.中心弹簧是否疲软或折断?
D.柱塞阻尼孔是否阻塞?如果阻塞,滑靴和止推板之间的油膜建立不起来,滑靴在止推板上千摩擦运转,会造成滑靴磨损。
E.滑靴与柱塞头轴向串动不能大于0.5mm,串动太大,滑靴容易拉掉。
F.滑靴与斜盘之间的磨损情况,它与泵效率下降、发热、噪声增大有关。
G.内部元件是否因气蚀出现表面损坏:泵内是否沉积磨屑与污物。
H.滑靴与九孔板表面痕迹深度小于0.5mm;
I.斜盘与斜盘支架按触面磨损不能超过0.5mm,软氮化层磨损,容易咬死。
J.主轴上油封位置痕迹不能大于1mn,太大容易漏油;
K.止推板痕迹深度不能超过lmm;
L.轴承清洗干净后,转动时不能有卡塔卡塔的响声,如有异响,必须换新;使用超过10000H,必须更换,因为轴承越走越长,壳体会发烫,容易咬掉。而且川崎和力士乐推荐的轴承使用寿命一般都是10000H。
M.泵上的调节器和电磁阀的小阀芯与孔的间隙一般是0.002mm-0.005mm,间隙超差,必须更换。
修复方法:
缸体(泵胆)端面的修复,轻微划痕和磨损可以研磨修复,深度超过0.5mm的痕迹,不能修复,只能换新。孔和孔之间不能串起来,高压孔和低压孔击穿后,压力建立不起来。
缸体材质一般为钢一铜双金属,有平面和球面两种形状。若为平面,则可采用如下修复工艺:平面磨床精磨端面,其目的是为了消除因偏磨造成的端面相对轴线的跳动,同时消除端面拉伤的痕迹,保证该端面具有较高的平面度及光洁度,为下一步与配油盘对研作好准备;若为球面,则不能上平面磨床,只能在表面涂磨砂膏,与配油盘配对研磨,磨砂膏由粗到细,经过3次循环,后在缸体和配油盘之间隔两层报纸,再研磨一遍。必须保证缸体和配油盘结合面轨迹曲线*吻合。
配油盘的修复
配油盘的修复要求修复后能基本保证卸荷槽的性能参数,能保证表淬层不被磨掉,表面淬层厚度一般低于0.15mm配油盘上、下两个面分别为配汕面及静密封面,采用外圆与定位销进行定位,以防止配油盘转动。取出配油盘后,应检查其静密封面有无缺陷。若上、下两个面均有缺陷,则应在初步打磨的基础上以受损小的而为基准,在平面磨床上,磨另一平面;然后再以另一平面为基准磨受损小的面。如此反复1-2次后即可消除配油盘静密封面的缺陷。采用交替磨的目的是为了从根本一消除上、下面与定位外圆轴线的不垂直度,确保配油面及静密封面的密封性能。磨削过程中切忌一次磨削量过大(以≤0.01mm为宜)。
平面配油运动副的修复
在修复好转子端面与配油盘端面后,将之分别洗净,采用人工对研的方式,在研磨平台上以配油盘静密封面为基准固定好配油盘,双手握住转子,在转子端面与配油面间加入800#研磨粉及润滑油进行对研,当对研至两个面密封带全部磨平后,清洗上述两个面,更换1200#研磨粉进行对研,直至密封带及外圈支承带*接触(可通过对研后的光泽进行判断),此时配油摩擦副己修复好。对研的目的在于提高两个面的光洁度及实际有效接触面积,以利十旋转时的动密封及油膜润滑。
若为球面配油副,则在修复转子球面时,可在配油盘球面上包一张粒度较小的砂布,用手压在转子球面土进行对磨,以尽快消除较深的拉伤沟槽,但要特别注意对磨时要平稳,采用转动带滚动的运动轨迹,否则,极易将转子球面磨偏,造成转子报废。在基本消除转子球面较深的拉伤沟槽后,分别用300#,800#,1200#研磨膏进行对研,判断方法及对研工艺与平面配油副修复相同。
滑靴摩擦副的修复
滑靴摩擦副出现故障后,滑靴平面上密封带与支撑带间己有许多小沟槽将之连通,斜盘上压油已也有挂铜现象,故要分别对之进行修复。
a.滑靴的修复。使滑靴平面的不平度≤0.003mm,表面粗糙度Ra<0.04um。先单独用300#研磨膏在研磨板上研磨滑靴平面,以基木消除拉伤痕迹,后将中心弹簧、柱塞、回程盘装入转子,再翻而将滑靴平面放在研磨平板上,利用转子自重压住滑靴并转动转子,分别用120#,300#,1200#研磨膏进行对研转动转子时应基本保证转子垂直+确保各个滑靴同时贴紧研磨平板。采用这种对研方式的目的在于保证研磨后何年滑靴厚度*(其误差≤0.01mm),否则,若厚度超差过大,会使柱塞在吸油、压油侧交替运转时产生冲击,导致油泵输出压力振动过大,内泄漏增大。
b.斜盘的修复。斜盘压油口侧磨损较大,将耐磨止推板取出后上平面磨床精磨,精磨后再用1200#研磨膏与滑靴进行对研。若斜盘力整体式(无止推板)因氮化层厚度约为0.05mm,故修复量应小于0.01nun,以保证渗氮层的存在,提高耐磨性能。
滑靴球头松动的修复
检查时,可用手分别握住滑靴与柱塞+沿柱塞轴向进行拉动,若明显感觉有松动量,则必须进行重新挤压包球。方法如下:设计装夹住滑靴并转动+用中心顶针顶住柱塞十使圆弧挤压头,从三个方向同时刘顶滑靴球头位置,略施加润滑油在挤压包球时,间断检查包球质量,直至轴向拉动量<0.15nm,径向间隙0.01mm。
缸体与支承轴间隙的检查
在设计制造时,缸体与支轴承间隙应小于内花键间隙的1-2倍。若大于这个值,则花键轴会因缸体受侧向力和重力作用产生弯曲,使转子端面与配油盘产生跳动形成楔形间隙,导致配油副偏磨,传动轴早期疲劳损坏,噪声大、振动大,故一旦发现此间隙超标,则应更换缸体或支撑轴承,以选配台适的间隙。
中心弹簧预紧力的检查
由于,中心弹簧尺寸小、刚度大,且必须满足如下条件:
①缸体一与配油盘,滑靴与斜盘间接触应力≥0.1/cm2,以防止泵吸人时密封面漏气。
②能使柱塞及滑靴可靠回程。
③在泵空载时,中心弹簧预紧力必须克服柱塞离心力对缸体产生的倾覆力矩,以防止缸体振动。
④其预紧力必须能防止滑靴离心力引起滑靴的倾斜,确保滑靴底部不出现楔形间隙,不致于形成偏磨在对配油副、滑靴运动副进行修磨后,其组装后的轴向尺寸己发生变化,此时应根据修复量大小,适当加垫片在弹簧座中,以保证中心弹簧的预紧力不变。
其它
回程盘滑靴孔与滑靴颈部间隙检查应为0.5~lmm,在更换回程盘时应加以选配,保证这一间隙,因为在滑靴随缸体转动时本身还自转,其运动时滑靴与滑靴间、滑靴与回程盘问间隙不当答易发生干涉,导致烧靴或脱靴。
若柱塞孔有气蚀、拉伤、及扩孔现象则更换缸体。
变量头两侧的定位面间隙检查,此间隙约为0.05~0.10mm。当大于此值时,变量头会因高压侧的不平衡力产生倾翻,导致泵剧烈振动、噪声增大。当变量头的滚动弧面受损后,则会导致变量不稳定,故应对该导向弧面进行修复或更换。
上海兴拓机械在欧美有多个分子公司,整个集团在行业内经营十几年专门致力于从事上*工业产品的进出口业务。在公司全体员工的努力及广大客户和业界同仁支持之下,公司业务迅速拓展,产品已经广泛应用于大中型电厂、冶金、石化、环保、纺织、铁路、船舶、医药机械、包装机械、纺织机械、食品机械、航天航空、楼宇控制等现代工业自动化领域。
上海兴拓机械竭诚为您服务,本公司所在的集团在欧美多个设有分公司,于厂家关系非常和谐,可以去厂家直接拿货,保证货物质量和货期,优惠的价格是我们的宗旨,良好的服务、给所有的客户解决问题是我们的追求,欢迎与我们合作!
德国原装rexroth阀特惠
请输入账号
请输入密码
请输验证码
以上信息由企业自行提供,信息内容的真实性、准确性和合法性由相关企业负责,化工仪器网对此不承担任何保证责任。
温馨提示:为规避购买风险,建议您在购买产品前务必确认供应商资质及产品质量。






 化工仪器网
化工仪器网