 手机版
手机版 化工仪器网手机版
化工仪器网手机版
 化工仪器网小程序
化工仪器网小程序
 官方微信
官方微信 公众号:chem17
公众号:chem17
 扫码关注视频号
扫码关注视频号












1 概述
现代冶金工业的精炼、连铸及连铸连轧技术的快速发展,在提高产品质量、增加品种、降低消耗、增加效益方面要求越来越高,光电直读光谱分析作为种成熟的分析技术起着越来越重要的作用。直读光谱分析具有操作简单、速度快、适应品种多、能进行多元素同时测定、提高效率等特点,但对直读光谱分析而言,样品的均匀性及代表性是至关重要的。因此,必须重视取样方法及其样品的处理。如果忽略这一问题,将会严重影响分析的精度和准确性。

大型钢铁公司炼钢成品试样、精炼炉微调样品及其它过程样基本上已全部采用真空直读光谱仪代替湿法化学分析,而且全部为在线和临线分析,大大提高了分析速度。光谱试样不仅要有良好的代表性,而且分析表面应均匀一致,样品制备后无气孔、砂眼、裂纹及夹杂等。一般来讲,所取分析试样为乒乓球拍或圆柱形状。由于种种原因,样品(特别是中高碳钢试样)表面时常存在气孔及砂眼等缺陷现象,按分析要求,不合格试样不能分析,势必会影响生产节奏;如果勉强在不合格试样上分析,质量将得不到保障,而且留下用户质量异议的隐患,重新制样将形响后续轧钢生产。因试样不合格需要气割补送样,增加分析时间、人力及材料消耗成本;对此,我们针对对试样存在的气孔及表面砂眼等缺陷现象进行分析验证,探讨了砂眼及气孔形成的原因,重点是对分析质量的形响进行了细致的分析,提出了应对方案。同时,也对制样过程中的影响因素进行了研究。
2 实验部分
2.1实验方法
选择一定量的表面有气孔的高碳及低碳钢试样,用直读光谱仪进行测定,再将样品钻取屑样用化学方法及红外碳硫仪分析,将两种数据进行统计比对分析。
2.2 缺陷试样的分析
数据见表1。化学分析为红外碳硫仪结果,其他均为直读光谱仪分析数据。

2.3对用直读光谱仪分析的376组数据合格率进行统计
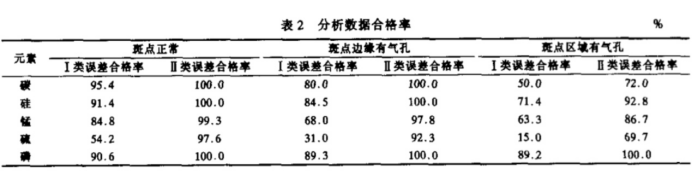
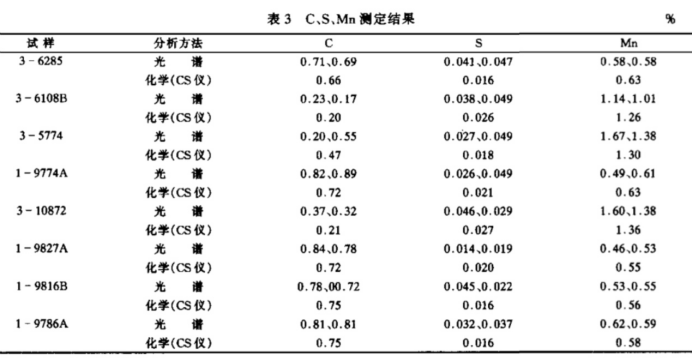
(1)从表2、表3的统计结果可以看出,当试样存在砂眼或气孔时,对C、S、Si、Mn均有较大的影响,其中对C、S、Mn的影响*大,S的准确性*低,Ⅰ类误差合格率仅为15.0%;当试样表面有气孔或裂纹时,即使激发斑点正常,S的准确度也较低,虽然Ⅱ类误差合格率能达到90%,差值仍在0.004%~0.008%左右,离工艺要求还有相当的距离;当激发斑点区域有气孔或裂纹,根本谈不上正常进行分析,这是因为光谐仪在激发这类样品时发光不良或根本不发光,试样有较大孔洞或裂纹时,还会引起光谱仪光源开关跳闸。因此,取样是否合格,是试样能否进行光谱分析的首要条件。在分析时,发现样品有较多的气孔、大的孔洞或裂纹必须重新取样。
(2)对高碳钢的气孔样进行统计。结果表明,取样器含铝丝与试样是否形成气孔有一定的联系,含铝丝取的样有气孔的相对要少得多,部分存在明显气孔的试样一般不含铝丝,当然这不是绝对的;在一段时间内,所炼钢种为低碳钢时,用含铝丝的取样器仍有部分试样有气孔,列举的大个气孔试样中,就有两个为低碳钢。建议取样时尽量采用含铝丝的取样器以减少气孔样的产生。
(3)关于取样气孔成因及采取的相应措施。取样时,将取样器伸入钢水中,在负压作用下,钢水沿石英管进入取样器,充满其内部,经冷却结晶成形,成球拍状试样。取样器一般用铝丝或钛作脱氧剂,防止进入取样器中的钢水遇氧作用,生成夹杂物。液态钢水冷却凝固时体积缩小,如果冷却速度过快就容易形成气孔。为了使取好的试样尽可能快地发送到化验室,生产操作人员通常采取急速水冷方式,试样淬火,容易导致难磨及试样内部形成裂纹。有关资料表明,低碳钢可将红热的样品放人流水中急速冷却,样品组织结构形成马氏体或贝氏体钢,保证碳等元素的分析准确度。高碳钢直接用水急冷易出现裂纹,应采取气冷后再用水冷的方法,防止产生裂纹。
取样过程中,影响取样质量的因素有:取样时钢水的温度;取样器伸入钢水的深度;操作的速度;成形试样的冷却速率等。因此,取样时需注意以下事项:
a)取样时钢水的温度高,钢水的粘度相对较小,流动性好,易充满取样器,且时间相对较短,可降低钢水的氧化程度,避免形成夹杂或气孔。
b)取样器伸入钢水的位量较深,钢水成分均匀性好,钢水温度也高,吸入夹杂钢渣的可能性较小,所取的试样具备良好的代表性。
c)取样操作速度快,钢水沿石英管进入取样器的过程中温度下降的差值小,有利于试样的成形。
d)成形试样的冷却速度要控制好。取好试样后,采用急冷还是缓冷要根据品种情况而定。
总之,在取样这个环节上,为了取得合格的试样,不影响光谐分析的进度和精度,应加强光谱试样的取样培训工作,制定相应的取样操作规程,严格遵守操作规程。只有取得合格的试样,才能确保分析工作的顺利进行,确保生产各个环节的顺利衔接,使产品质量和产量得到可靠的保证。
(4)制样过程中的影响因素及采取的应对措施。气孔样在磨样过程中,表面小气孔大多数被掩盖,不易观察,激发后则较为明显;在光谱分析中,激发后需要仔细观察激发斑点区域是否有气孔,决定异常数据的取舍;激发斑点重叠或部分重叠,结果也容易超差。
为了提高分析准确度针对气孔样的光谱分析,除了上述注意事项外,采取下列措施。
1)禁止在试样上同一点重叠激发,防止实测值偏低。
2)激发后仔细观察,若在斑点区域或边缘发现气孔裂纹,应重新制样或换位置澈发。
3)为防止出现判断偏差,有少量气孔的试样需经过两次以上磨样,激发次数应不少于五次,正常有效分析数据不少于三点。
试样表面基本没有缺陷,激发斑点也正常,分析数据有时却偏离正常范围这就与制样有关了。制样时,样品用砂轮或光谱磨样机高速研磨时产生的温度可能导致表面组织状态的变化,因此试样研磨过程中需要及时冷却,磨制好的试样表面纹路要保持一致,研磨要求有一定的深度,*好在0.3mm以上,如果研磨深度达不到0.3mm以上,分析结果波动很大,尤其是C、P、Si、Mn影响较大,其表现在炉前样品日后再分析时,结果偏低,经多次研磨后至一定厚度后分析结果就稳定的多。样品自身温度也有一定的影响,随温度上升分析结果也逐步上升,在实际分析工作中,样品冷却的时间一定要保证,可用带水的湿抹布冷却磨制好的样品20s。分析时试样温度应在30~500℃之间。取一典型的012-337试样进行冷却试验,数据见表4。

此外,分析人员应检查仪器状态,包括真空、温度、漂移系数,及时清扫激发架、电极,检查氩气流量、纯度及气流稳定性等。管理部门加强管理,加大考核力度,提高化验人员的责任心及技术水平,增强质量意识,严格执行操作规程。
4 结论
(1)对于有缺陷的试样,光谱分析误差较大,结果置信度偏低。钻床钻取屑样,用化学方法、红外碳硫仪分析结果相对而言要可靠得多。
(2)取样是否合格,是试样能否进行光谱分析的首要条件,取样应严格遵守有关规定,只有取得合格的试样,才能确保光谱分析的准确性,保证生产节奏。
(3)化验工应严格遵守操作规程,将仪器状态调整好。对于有缺陷如气孔的试样,必须要磨至试样表面符合要求,仔细观察激发后试样表面状况,严禁同一点激发试样,数据有异常的,应及时别除,注意进行必要的比对分析。
(4)对于缺陷不能磨去的试样,又不好重新取样的,用钻床钻取屑样,应避开气孔及裂纹,防止取到夹杂物,用化学方法、红外碳硫仪分析基本上能代表试样的组成。
(2)取样是否合格,是试样能否进行光谱分析的首要条件,取样应严格遵守有关规定,只有取得合格的试样,才能确保光谱分析的准确性,保证生产节奏。
(3)化验工应严格遵守操作规程,将仪器状态调整好。对于有缺陷如气孔的试样,必须要磨至试样表面符合要求,仔细观察激发后试样表面状况,严禁同一点激发试样,数据有异常的,应及时别除,注意进行必要的比对分析。
(4)对于缺陷不能磨去的试样,又不好重新取样的,用钻床钻取屑样,应避开气孔及裂纹,防止取到夹杂物,用化学方法、红外碳硫仪分析基本上能代表试样的组成。
相关产品




免责声明
- 凡本网注明“来源:化工仪器网”的所有作品,均为浙江兴旺宝明通网络有限公司-化工仪器网合法拥有版权或有权使用的作品,未经本网授权不得转载、摘编或利用其它方式使用上述作品。已经本网授权使用作品的,应在授权范围内使用,并注明“来源:化工仪器网”。违反上述声明者,本网将追究其相关法律责任。
- 本网转载并注明自其他来源(非化工仪器网)的作品,目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品第一来源,并自负版权等法律责任。
- 如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。




 采购中心
采购中心
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}