 您好, 欢迎来到化工仪器网
您好, 欢迎来到化工仪器网










| 产地类别 | 进口 | 应用领域 | 化工,电子/电池 |
|---|---|---|---|
| 产地 | 德国 | 品牌 | 西门子 |
PLC在正式运行时,不需要编程器。编程器主要用来进行用户程序的编制、存储和管理等,并将用户程序送入PLC中,在调试过程中,进行监控和故障检测。S7-200系列PLC可采用多种编程器,一般可分为简易型和智能型。
简易型编程器是袖珍型的,简单实用,价格低廉,是一种很好的现场编程及监测工具,但显示功能较差,只能用指令表方式输入,使用不够方便。智能型编程器采用计算机进行编程操作
 |
| 参考价 | 面议 |
更新时间:2022-02-24 11:41:25浏览次数:335
联系我们时请说明是化工仪器网上看到的信息,谢谢!
 |
 |
 |
 |
 |
广元西门子代理商
应用
SIMATIC S7-400F/FH 故障安全型自动化系统可使用在对安全要求很高设备中。 它控制着各种过程,如果直接停机,这些过程也不会对人员或环境构成威胁。 S7–400 F/FH 有两种基本型号:
S7-400F:
故障安全型自动化系统。 如果在控制系统中发生出错,生产过程就转移到安全状态,并中断。
S7-400FH:
故障安全型和故障容错型自动化系统。 如果在某个控制系统中发生出错,则冗余控制机构被激活,使得生产过程继续下去。
使用其它的标准模块,可是使其建立一个对故障安全和非故障安全都能进行控制的全集成控制系统。 使用相同的标准应用程序对整个系统进行组态和编程。
PLC 作为服务器,即供远程计算机(客户机)访问,PLC 不需编写任何通信程序。
所 以所有通道都配置成服务器,且“接受所有连接请求",意思是不需要远程客户机的 IP 地址。
否则需 要访问的远程机的 IP 地址。
特别注意一下每个连接通道的“本地属性 TSAP 10.01"。
是不一样的,有 的上位机软件需要这个端口号才能通信。
剩下的步骤就
图6 很简单了按提示下一步即可。
如图 7 特别注意“为配置分配存储区"中能和用户程序中的存储单元有 重复的。
否则程序可能会出现意想不到的结果。
这时我们的以太网就配置完成了。
图7 只要在主程序中循环调用子程序“ETHI_CTAL"如图 8 即可。
编译下载程序后,就可以使用网线对配置后 P LC 进行监控以及修改程序。
德国西门子(SIEMENS)公司生产的可编程序控制器在我国的应用也相当广泛,在冶金、化工、印刷生产线等领域都有应用。西门子(SIEMENS)公司的PLC产品包括LOGO、S7-200、S7-1200、S7-300、S7-400等。西门子S7系列PLC体积小、速度快、标准化,具有网络通信能力,功能更强,可靠性高。S7系列PLC产品可分为微型PLC(如S7-200),小规模性能要求的PLC(如S7-300)和中、高性能要求的PLC(如S7-400)等。
西门子SIMATIC系列PLC,诞生于1958年,经历了C3,S3,S5,S7系列,已成为应用非常广泛的可编程控制器。
SIMATIC S7-200的应用领域从更换继电器和接触器一直扩展到在单机、网络以及分布式配置中更复杂的自动化任务。S7-200也越来越多地提供了对以前曾由于经济原因而开发的特殊电子设备的地区的进入。
S7-200系列PLC可提供4种不同的基本单元和6种型号的扩展单元。其系统构成包括基本单元、扩展单元、编程器、存储卡、写入器、文本显示器等。
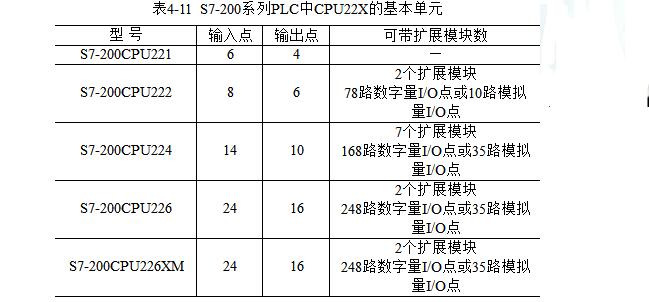
S7-200系列PLC中可提供4种不同的基本型号的8种CPU供选择使用,其输入输出点数的分配见表4-11:
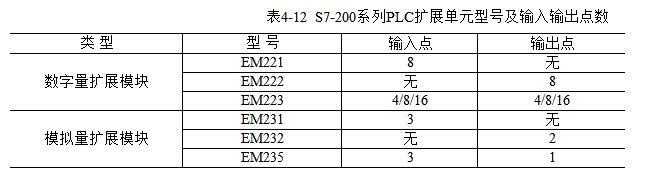
S7-200系列PLC主要有6种扩展单元,它本身没有CPU,只能与基本单元相连接使用,用于扩展I/O点数,S7-200系列PLC扩展单元型号及输入输出点数的分配如表4-12所示。
PLC在正式运行时,不需要编程器。编程器主要用来进行用户程序的编制、存储和管理等,并将用户程序送入PLC中,在调试过程中,进行监控和故障检测。S7-200系列PLC可采用多种编程器,一般可分为简易型和智能型。
简易型编程器是袖珍型的,简单实用,价格低廉,是一种很好的现场编程及监测工具,但显示功能较差,只能用指令表方式输入,使用不够方便。智能型编程器采用计算机进行编程操作,将的编程软件装入计算机内,可直接采用梯形图语言编程,实现在线监测,非常直观,且功能强大,S7-200系列PLC的编程软件为STEP7-Micro/WIN。
为了保证程序及重要参数的安全,一般小型PLC设有外接EEPROM卡盒接口,通过该接口可以将卡盒的内容写入PLC,也可将PLC内的程序及重要参数传到外接EEPROM卡盒内作为备份。程序存储卡EEPROM有6ES 7291-8GC00-0XA0和6ES 7291-8GD00-0XA0两种,程序容量分别为8K和16K程序步。
写入器的功能是实现PLC和EPROM之间的程序传送,是将PLC中RAM区的程序通过写入器固化到程序存储卡中,或将PLC中程序存储卡中的程序通过写入器传送到RAM区。
文本显示器TD200不仅是一个用于显示系统信息的显示设备,还可以作为控制单元对某个量的数值进行修改,或直接设置输入/输出量。文本信息的显示用选择/确认的方法,多可显示80条信息,每条信息多4个变量的状态。过程参数可在显示器上显示,并可以随时修改。TD200面板上的8个可编程序的功能键,每个都分配了一个存储器位,这些功能键在启动和测试系统时,可以进行参数设置和诊断。

1、强大的性能,模块化和开放式通讯
2、结构紧凑小巧-狭小空间处理任何应用的理想选择
3、在所有CPU型号中的基本和高级功能
4、大容量程序和数据存储器
5、杰出的实时响应-在任何时候均可对整个过程进行*控制,从而提高了质量、效率和安全性
6、易于使用STEP 7-Micro/WIN工程软件-初学者和的理想选择
7、集成的 R-S 485接口或者作为系统总线使用
8、极其快速和精确的操作顺序和过程控制
9、通过时间中断完整控制对时间要求严格的流程
广元西门子代理商
2. 使用 GSD/GSDML 文件来配置"打包地址" (PROFIBUS DP/PROFINET IO)
当在组态软件中使用 GSD/GSDML 文件时,这个简单的功能并不适用。然而可以通过选择相关的模块来手动打包地址。您可以识别出哪些模板可以被组合到一起,因为它们都是复制过来的,*的区别就是名称中带有 "*" 标识。
| 表 01 组态实例
|
按 钮 | 名 称 | 功 能 简 介 |
紧急停止 | 按下急停按钮,使机床移动立即停止,并且所有的输出如主轴的转动等都会关闭 | |
点动距离选择按钮 | 在单步或手轮方式下,用于选择移动距离 | |
手动方式 | 手动方式,连续移动 | |
回零方式 | 机床回零;机床必须首先执行回零操作,然后才可以运行 | |
自动方式 | 进入自动加工模式。 | |
单段 | 当此按钮被按下时,运行程序时每次执行一条数控指令。 | |
手动数据输入(MDA) | 单程序段执行模式 | |
主轴正转 | 按下此按钮,主轴开始正转 | |
主轴停止 | 按下此按钮,主轴停止转动 | |
主轴反转 | 按下此按钮,主轴开始反转 | |
快速按钮 | 在手动方式下,按下此按钮后,再按下移动按钮则可以快速移动机床 | |
移动按钮 | ||
复位 | 按下此键,复位CNC系统,包括取消报警、主轴故障复位、中途退出自动操作循环和输入、输出过程等。 | |
循环保持 | 程序运行暂停,在程序运行过程中,按下此按钮运行暂停。按恢复运行 | |
运行开始 | 程序运行开始 | |
主轴倍率修调 | 将光标移至此旋钮上后,通过点击鼠标的左键或右键来调节主轴倍率。 | |
进给倍率修调 | 调节数控程序自动运行时的进给速度倍率,调节范围为0~120%。置光标于旋钮上,点击鼠标左键,旋钮逆时针转动,点击鼠标右键,旋钮顺时针转动。 | |
报警应答键 | ||
通道转换键 | ||
信息键 | ||
上档键 | 对键上的两种功能进行转换。用了上档键,当按下字符键时,该键上行的字符(除了光标键)就被输出。 | |
空格键 | ||
删除键(退格键) | 自右向左删除字符 | |
删除键 | 自左向右删除字符 | |
取消键 | ||
制表键 | ||
回车/输入键 | (1)接受一个编辑值。(2)打开、关闭一个文件目录。(3)打开文件 | |
翻页键 | ||
加工操作区域键 | 按此键,进入机床操作区域 | |
程序操作区域键 | ||
参数操作区域键 | 按此键,进入参数操作区域 | |
程序管理操作区域键 | 按此键,进入程序管理操作区域 | |
报警/系统操作区域键 | ||
选择转换键 | 一般用于单选、多选框
|
 |
 |





