 您好, 欢迎来到化工仪器网
您好, 欢迎来到化工仪器网


南阳西门子PLC代理商
专用编程器由PLC生产厂家提供,它们只能用于某一生产厂家的某些PLC产品。现在的专用编程器一般都是手持式的LCD字符显示编程器。它们不能直接输入和编辑梯形图程序,只能输入和编辑指令表程序。
手持式编程器的体积小,一般用电缆与PLC相连。其价格便宜,常用来给小型PLC编程,用于系统的现场调试和维修比较方便。
FX系列PLC的手持式编程器FX–10P–E和FX–20P–E的体积小、重量轻、价格便宜、功能强。它们采用液晶显示器,分别显示2行和4行字符。手持式编程器可用指令表的形式读出、写入、插入和删除指令,可监视位编程元件的ON/OFF状态和字编程元件中的数据,如定时器、计数器的当前值和设定值,数据寄存器的值,以及PLC内部的其他信息。
用户可对FX–20P–E内置的存储器进行存取,实现脱机编程,根据编程器中电容的充电时间,存储器中的内容最多可以保存3天
区间复位指令ZRST,指令代码为FNC40,其功能是将[D1·]、[D2·]的元件号范围内的同类元件成批复位,目标操作数可取T、C、D或Y、M、S。[D1·]、[D2·]的元件应为同类元件,[D1·]的元件号应小于[D2·]的元件号。若[D1·]的元件号大于[D2·]的元件号,则只有[D1·]的元件被复位。如图14-5所示,M8002在PLC运行开始瞬间为ON,M500~M599、C235~C255、S0~S127均被复位。

专用编程器只能对某一PLC生产厂家的PLC产品编程,使用范围有限。当代PLC的更新换代很快,专用编程器的使用寿命有限,价格也较高。现在的趋势是在个人计算机上使用PLC生产厂家提供的编程软件。轻便的笔记本电脑或移动电脑配上编程软件,也很适于在现场调试程序。
这种方法的主要优点是用户可以使用现有的个人计算机,对于不同厂家和型号的PLC,只需要更换编程软件就可以了。个人计算机可以为所有的工业智能控制设备(如图形操作终端、组态软件和数控设备等)编程。大多数PLC厂家都向用户提供免费使用的演示版编程软件,正版编程软件的价格也在不断降低,因此用很少的投资就可以得到高性能的PLC程序开发系统
2)设置连接。
在连接画面中新建一个连接,相关参数设置如下:
通讯驱动程序:Modicon MODBUS
类型:RS485
波特率:9600
奇偶校验:偶
数据位:8
停止位:1
组帧:RTU Standard
CPU类型:984
从站地址:3
连接设置如图5所示。

图5 连接设置
变量地址参照V20变频器操作手册,添加完成后的变量画面如图6所示。

图6 添加变量
速度设定值变量SetPoint是由-16384(-4000H)到+16384(+4000H)来表示-50Hz到+50Hz的转速,此处采用变量的线性转换属性,将-16384对应-1500,+16384对应+1500,如图7所示。再采用变量的限制值属性,将变量的输入值限制在-1600和+1600之间,如果超出该限制值的范围,则输入不起作用。如图8所示。
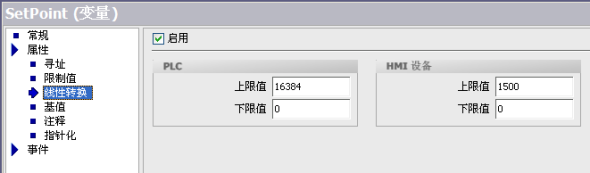
图7 速度设定值变量线性转换

图8 速度设定值变量限制值
速度反馈值变量Feedback也是由-16384(-4000H)到+16384(+4000H)来表示-50Hz到+50Hz的转速,此处也采用变量的线性转换属性,将-16384对应-1500,+16384对应+1500,如图9所示。注意,图9和图7所示的线性转换是一致的。

图9 速度反馈值变量线性转换
4)添加画面。
项目生成时已经有一个模板和一个画面,此例仅用到一个画面。修改画面的名字为V20_Monitor,如图10所示。

图10 编辑之前的画面V20_Monitor
5)编辑模板。
模板中的对象在选择使用模板的画面中会显示出来,此处把西门子的LOGO和退出Runtime的按钮放置在模板中,如图11所示。

图11 编辑模板
然后在按钮的事件属性中添加函数。在按钮STOP RT事件属性的单击事件下添加StopRuntime函数,如图12所示。

图12 退出运行画面按钮事件设置