 您好, 欢迎来到化工仪器网
您好, 欢迎来到化工仪器网










| 电动机功率 | 3kW | 外形尺寸 | 2mm |
|---|---|---|---|
| 重量 | 2kg |
全新的西门子S7-200SMART带来两种不同类型的CPU 模块,标准型和经济型,*满足不同行业、不同客户、不同设备的各种需求。标准型作为可扩展CPU 模块,可满足对I/O 规模有较大需求,逻辑控制较为复杂的应用;而经济型CPU 模块直接通过单机本体满足相对简单的控制需求。
 |
| 参考价 | ¥352 |
| 订货量 | 1 |
更新时间:2019-05-13 16:01:57浏览次数:229
联系我们时请说明是化工仪器网上看到的信息,谢谢!
 |
 |
|
 |
 |

只要有一个输入信号为“1”,则输出为“1”;所有输入信号都为“0”,输出才为“0”。
例3.1.2:功能图(FBD)语言如下:

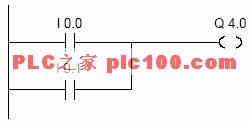
当输入信号I 0.0 和 I 0.1有一个以上为“1”时,输出信号Q 4.0 为“1”。当输入信号I 0.0 和 I 0.1都为“0”时,输出信号Q 4.0 才为“0”。
梯形图(LAD)语言如下:
语句表(STL)语言如下:
O I 0.0
O I 0.1
= Q 4.0
1. 1. 实训目的
(1)认识S7-200系列可编程控制器及其与PC机的通信。
(2)练习使用STEP 7-Micro/WIN 32编程软件。
(3)学会程序的输入和编辑方法。
(4)初步了解程序调试的方法。
2. 2. 内容及指导
(1)PLC认识
记录所使用PLC的型号,输入输出点数,观察主机面板的结构以及PLC和PC机之间的连接。
(2)开机(打开PC和PLC)并新建一个项目。
用菜单命令“文件”→“新建”或用新建项目快捷按钮。
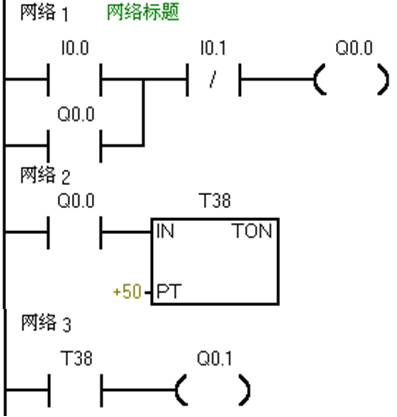
图29 梯形图程序
(3)检查PLC和运行STEP7-Micro/WIN的PC连线后,设置与读取PLC的型号。
菜单命令“PLC”→“类型” →“读取PLC”或者在指令树→“项目”名称→“类型” →“读取PLC”。
(4)选择指令集和编辑器。
菜单命令“工具”→“选项” →“一般”标签→“编程模式” →选SIMATIC
用菜单命令“检视” →“LAD”。或者菜单命令“工具”→“选项” →“一般”标签→“默认编辑器”。
(5)输入、编辑如图29所示梯形图,并转换成语句表指令。
(6)给梯形图加POU注释、网络标题、网络注释。
(7)编写符号表,如图30所示。并选择操作数显示形式为:符号和地址同时显示。
建立符号表:单击浏览条中的“符号表”  按钮。
按钮。
符号和地址同时显示:“工具”→“选项” →“程序编辑器”。
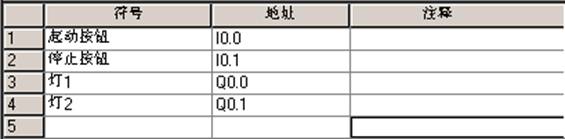
图30 符号表
(8)编译程序。并观察编译结果,若提示错误,则修改,直到编译成功。
“PLC” →“编译”、“全部编译”或用快捷按钮
 。
。
(9)将程序下载到PLC。下载之前, PLC必须位于“停止”的工作方式。如果PLC没有在“停止”,单击工具条中的“停止”按钮,将PLC至于停止方式。 单击工具条中的“下载”按钮,或用菜单命令“文件”→“下载”。出现“下载”对话框。可选择是否下载“程序代码块”、“数据块”和“CPU配置”,单击“确定”,开始下载程序。
(10)建立状态图表监视各元件的状态,如图31所示。
选中程序代码的一部分,单击鼠标右键→弹出菜单→“建立状态图”。
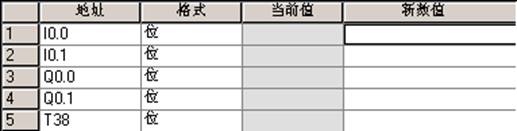
图31 状态图表
(11)运行程序
� � 单击工具栏中的“运行”按钮 。
。
(12)起动状态图表
菜单命令“调试” → “图状态”或使用“图状态”工具条按钮 。
。
(13)输入强制操作
因为不带负载进行运行调试,所以采用强制功能模拟物理条件。对I0.0进行强制ON,在对应I0.0的新数值列输入1,对I0.1进行强制OFF,在对应I0.1的新数值列输入0。然后单击工具条中的“强制”按钮。
(14)在运行中显示梯形图的程序状态
单击“程序状态打开/关闭”按钮 或用菜单命令“调试”→ “程序状态”,在梯形图中显示出各元件的状态。
或用菜单命令“调试”→ “程序状态”,在梯形图中显示出各元件的状态。
3. 结果记录
(1)认真观察PLC基本单元上的输入/输出指示灯的变化,并记录。
(2)总结梯形图输入及修改的操作过程。
(3)写出梯形图添加注释的过程。
甘肃西门子S7-200SMART系列PLC模块代理商