您好, 欢迎来到化工仪器网
您好, 欢迎来到化工仪器网










| 电动机功率 | 3kW | 外形尺寸 | 4mm |
|---|---|---|---|
| 重量 | 3kg |
全新的西门子S7-1500PLC 带来了标准型,紧凑型,分布式以及开放式不同类型的 CPU 模块。凭借快速的响应时间、集成的 CPU 显示面板以及相应的调试和诊断机制,SIMATIC S7-1500 的 CPU *地提升了生产效率,降低了生产成本。
 |
| 参考价 | ¥366 |
| 订货量 | 1 |
更新时间:2019-04-19 09:29:36浏览次数:263
联系我们时请说明是化工仪器网上看到的信息,谢谢!
 |
 |
 |
 |
 |

目前数控机床配置的数控系统主要有日本FANUC和德国SIEMENS系统,如何提高伺服驱动系统的动态特性,这也是维修及调试人员必须要做的一项很重要的工作。 伺服驱动优化的目的就是让机电系统的匹配达到,以获得的稳定性和动态性能。在数控机床中,机电系
目前数控机床配置的数控系统主要有日本FANUC和德国SIEMENS系统,如何提高伺服驱动系统的动态特性,这也是维修及调试人员必须要做的一项很重要的工作。 伺服驱动优化的目的就是让机电系统的匹配达到,以获得的稳定性和动态性能。在数控机床中,机电系统的不匹配通常会引起机床震动、加工零件表面过切、表面质量不良等问题。尤其在磨具加工中,对伺服驱动的优化是必须的。 数控系统伺服驱动包括3个反馈回路,即位置回路、速度回路以及电流回路内环回路反应速度快,中间环节反应速度必须高于外环,如果没有遵守此原则,将会造成震动或反应不良。 伺服优化的一般原则是位置控制回路不能高于速度控制回路的反应,因此,若要增加位置回路增益,必须先增加速度回路的增益。如果仅仅增加位置回路增益,机床很容易产生振动,造成速度指令及定位时间增加,而非减少。在做伺服优化时必须知道机床的机械性能,因为系统优化是建立在机械装配性能之上的,即不仅要确保伺服驱动的反应,而且也必须确保机械系统具备高刚性。 首先将功能位参数P2003的位3设定1,回路增益参数P1825设定为3000,,速度增益参数P2021从200增加,每加100后,用JOG移动坐标,看是否震动,或看伺服波形(TCMD)是否平滑。 注:速度增益=[负载惯量比(参数P2021)+256]/256*100。负载惯量比表示电机的惯量和负载的惯量比,直接和具体的机床相关,一定要调整。 伺服波形显示:把参数P3112#0改为1(调整完后,一定要还原为0),关机再开机。采样时间设定5000,如果调整X轴,设定数据为51,检查实际速度。 如果在起动时,波形不光滑,则表示伺服增益不够,需要再提高。如果在中间的直线上有波动,则可能由于高增益引起的震动,这可通过设定参数2066=-10(增加伺服电流环250um)来改变。 N脉冲抑制:当在调整时,由于提高了速度增益,而引起了机床在停止时也出现了小范围的震荡(低频),从伺服调整画面的位置误差可看到,在没有给指令(停止时),误差在0左右变化。使用单脉冲抑制功能可以将此震荡消除,按以下步骤调整: a)参数2003#4=1,如果震荡在0-1范围变化,设定此参数即可。 b)参数2099设置为400 4)有关250um加速反馈的说明: 电机与机床弹性连接,负载惯量比电机的惯量要大,在调整负载惯量比时候(大于512),会产生50-150HZ的振动,此时,不要减小负载惯量比的值,可设定此参数进行改善。 此功能把加速度反馈增益乘以电机速度反馈信号的微分值,通过补偿转矩指令Tcmd,来达到抑制速度环的震荡。 5)速度回路和位置回路的高增益,可以改善伺服系统的响应和刚性。因此可以减小机床的加工形状误差,提高定位速度。由于这一效果,使得伺服调整简化。HRV2控制可以改善整个系统的伺服性能。伺服用HRV2调整后,可以用HRV3改善高速电流控制,因此可进行高精度的机械加工。 SIEMENS810/840D系统具有自动优化功能,由驱动系统在负载状态下自动测试和分析调节器的频率特性,确保调节器的比例增益和积分时间常数。如果自动优化的结果不够理想,达不到机床 控制效果,在此基础上需要进行手工优化。 首先就SIEMENS810/840D自动优化的具体步骤做一详细介绍。 在优化之前要使机床在JOG方式下,可以选WithoutPLC,这样在优化过程中PLC不生效。 SIEMENS840D中PCU50轴优化具体步骤: 1.菜单→启动→驱动/伺服轴→扩展→自动控制设置 2.在自动控制设置窗口:设置好不带PLC,上限、下限。 3.按右侧垂直菜单的启动键,此时显示“开始机械系统测量部分1”→确认 4.按“程序启动键”,电机正转。然后显示“开始机械系统测量部分2”→“确认” 5.再次按“程序启动键”,电机反转。然后显示“启动当前控制的测量”→“确认” 6.再次按“程序启动键”。然后显示“控制器数据开始计算”→“确认” 窗口显示: 7.按右侧垂直菜单的“保存”键,然后显示“开始测量速度控制回路”→“确认” 8.再次按“程序启动键”。手动适当修改驱动参数1407。 自动优化的结果并不一定是一个理想的结果,大部分情况下进行手工优化。手工优化一般是先利用自动优化的结果,在原调节器比例增益和积分时间常数的基础上,更好地确定调节器比例增益和积分时间常数。后还要根据测量的结果设定各种滤波器控制数据,以消除驱动系统的共振点。 速度控制环手动优化 速度控制环优化比例增益和积分时间常数两个数据,先确定它的比例增益,再优化积分时间常数。如果把速度调节器的积分时间常数MD1409调整到500ms,积分环节实际上处于无效状态,这时PI速度调节器转化为P调节器。为了确定比例增益的初值,可从一个较小的值开始,逐渐增加比例增益,直到机床发生共振,可听到伺服电机发出的啸叫声,将这时的比例增益乘以0.5,作为*测量的初值。 参考频率响应是Kp(MD1407)和Tn(MD1409)优化的重要的方法。优化后显示的幅值(db)和相位图1-6中,表示的是速度实际值是如何跟随设定值的;0db表示实际速度和设定速度值是相同的幅值;0相位表明实际速度跟随设定值具有小的延时。手动优化就是大量的、反复多次调整Kp(MD1407)和Tn(MD1409)数值,目的就是使频率特性的幅值在0db处保持尽可能宽的范围,而不出现不稳定的振荡情况,必要时也需要不断调整滤波器参数进行优化。 位置环优化主要是位置调节器的优化。影响位置调节器的主要控制数据是它的伺服增益因子,因为系统的跟随误差与它有密切关系。调整位置调节器伺服增益因子的前提条件是速度调节器有较高的比例增益,因此速度调节器的优化是位置调节器特性调整的基础。 |
调整伺服增益因子的目标,应使系统的跟随误差达到小。增加伺服增益因子可以减少系统的跟随误差,但是伺服增益因子不能调整得太大,否则会导致系统的超调,甚至出现振荡现象。一般情况下,为了获得较高的轮廓加工精度,应尽可能增大伺服增益因子。伺服增益因子在机床参数MD3220中设置。
优化位置调节器简单的方法是观察它的跟随特性,当伺服增益系数改变时,在操作面板可以看到Followingerror(跟随误差)的变化,从中判断伺服增益因子是否达到。如图7所示。
通过对FANUC和SIEMENS系统速度环、位置环的调试,发现对机床参数的调整是一件复杂而繁琐的工作,由于参数之间是相互影响的,需要反复的调试确定。参数优化的好坏,决定加工效果。
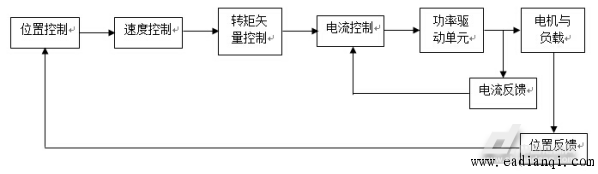
1.运动控制卡 运动控制卡是一种上位控制单元,可以控制伺服电机,是基于PC总线,利用高性能微处理器(如DSP)及大规模可编程器件实现多个伺服电机的多轴协调控制的一种高性能的步进/伺服电机运动控制卡包括脉冲输出、脉冲计数、数字输入、数字输出、D/A输出等功能,它可以发出连续的、高频率的脉冲串,通过改变发出脉冲的频率来控制电机的速度,改变发出脉冲的数量来控制电机的位置,它的脉冲输出模式包括脉冲/方向、脉冲/脉冲方式。脉冲计数可用于编码器的位置反馈,提供机器准确的位置,纠正传动过程中产生的误差。数字输入/输出点可用于语限位、原点开关等。产品广泛应用于工业自动化控制领域中需要精确定位、定长的位置控制系统和基于PC的NC控制系统。具体就是将实现运动控制的底层软件和硬件集成在一起,使其具有伺服电机控制所需的各种速度、位置控制功能。这些功能能通过计算机方便地调用。 运动控制卡不仅要发送脉冲给电机驱动器,同时接受伺服电机编码器反馈的脉冲数,还接受光栅尺反馈信号,进而控制伺服电机的转速。伺服驱动器既要与运动控制卡有数据线连接,其本身还要连接插座电源。 如果你的运动控制卡时比较好的卡,伺服刷新率可以达到要求,可以把编码器反馈直接接到运动控制卡,形成一个整体的闭环。若对对精度有很高的要求可以用双闭环,运动控制卡就是根据要求x-y平台运行的位置,控制电机运动到准确的位置。 2.PC总线 现有的放开式数控系统实现方案主要采用PC机和数控系统结合的方法,PC机作为上位机实现较为复杂的网络通信,人机交互等功能,数控系统作为下位机将上位机输入的运行参数经过处理交给执行部件执行,同时将检测系统的反馈信息上传给上位机实现实时监控,各个模块之间协调工作互不干扰,给系统升级带来了方便。 放开式系统动态控制器的核心是DSP,它具有运算速度快,支持复杂运动算法的特点,可以满足高精度运动控制的要求,因此,以DSP为核心的多轴动态控制卡越来越广泛地应用在运动控制系统中,将多轴动态控制卡插在PC机扩展槽上,就可以组成高精度运动控制系统,位置反馈信号的采集、闭环控制计算及控制量的输出均由动态控制卡完成,*的提高了运算速度和控制响应速度,将工控机的资源从烦琐的数据采集和计算中解决出来,从而可以更好的实施整个控制系统的管理。 3.驱动器 伺服驱动器是用来控制伺服电机的一种控制器,其作用类似于变频器作用于普通交流马达。目前主流的伺服驱动器均采用数字信号处理器(DSP)作为控制核心,可以实现比较复杂的控制算法,事项数字化、网络化和智能化。功率器件普遍采用以智能功率模块(IPM)为核心设计的驱动电路,IPM内部集成了驱动电路,同时具有过电压、过电流、过热、欠压等故障检测保护电路,在主回路中还加入软启动电路,以减小启动过程对驱动器的冲击。功率驱动单元首先通过三相全桥整流电路对输入的三相电或者市电进行整流,得到相应的直流电。经过整流好的三相电或市电,再通过三相正弦PWM电压型逆变器变频来驱动三相永磁式同步交流伺服电机。功率驱动单元的整个过程可以简单的说就是AC-DC-AC的过程。整流单元(AC-DC)主要的拓扑电路是三相全桥不控整流电路。 伺服驱动器一般可以采用位置、速度和力矩三种控制方式,主要应用于高精度的定位系统,目前是传动技术的。编码器(encoder)是将信号或数据进行编制、转换为可用以通讯、传输和存储的信号形式的设备。 驱动器是一个驱动放大元件,只是把上位机(如运动控制卡)发来的一些信号进行放大,以致使电机可以运转起来。MAC系列运动控制卡是基于总线的电机运动控制卡。采用控制芯片为核心器件,输入输出信号均为光电隔离,可与各种类型的步进电机驱动器连接,驱动步进电机,构成高精度位置控制系统或调速系统。可与PC机构成主从式控制结构:PC机负责人机界面的管理和其它管理工作;而控制卡负责运动控制方面的所有细节。用户通过我们提供的动态链接库可方便快速的开发出自己需要的运动控制功能。图1所示为伺服驱动器结构图。
图1 伺服驱动器结构图 |
 |
 |
|
 |