您好, 欢迎来到化工仪器网
您好, 欢迎来到化工仪器网










| 电动机功率 | 3kW | 外形尺寸 | 3mm |
|---|---|---|---|
| 重量 | 4kg |
西门子S7-1200 控制器是我们新推出产品的核心,可实现简单却高度精确的自动化任务。西门子S7-1200 控制器实现了模块化和紧凑型设计,功能强大、投资安全并且*适合各种应用。可扩展性强、灵活度高的设计,可实现标准工业通信的通信接口以及一整套强大的集成技术功能,使该控制器成为完整、全面的自动化解决方案的重要组成部分。
 |
| 参考价 | ¥633 |
| 订货量 | 1 |
更新时间:2019-04-17 11:59:20浏览次数:298
联系我们时请说明是化工仪器网上看到的信息,谢谢!
 |
 |
 |
 |
|

自动化系统调试指南 1、 上电前的检查 通常设计的人不进行电路连接,因此总会存在或多或少的问题,上电前的检查工作也就变得非常的重要。通常分为:1.短路检查;2.断路检查;3.对地绝缘检查。 *方法;用*表一根一根的检查,这样花费的时间长,但是检
自动化系统调试指南 1、 上电前的检查 通常设计的人不进行电路连接,因此总会存在或多或少的问题,上电前的检查工作也就变得非常的重要。通常分为:1.短路检查;2.断路检查;3.对地绝缘检查。 *方法;用*表一根一根的检查,这样花费的时间长,但是检查是完整的。 2、 上电前的电源电压检查 为了减少不必要的损失,一定要在通电前进行输入电源的电压检查确认,是否与原理图所要求的电压*。对于有PLC、变频器等价格昂贵的电气元件一定要认真的执行这一步骤,避免电源的输入输出反接,对元件的损害。 *方法:打开电源总开关之前,*行一次电压的测量,并记录。 3、 检查PLC的输入输出。 4、 下载程序。 下载程序包括:PLC程序、触摸屏程序、显示文本程序等。将写好的程序下载到相应的系统内,并检查系统的报警。调试工作不会很顺利的,总会出现一些系统报警,一般是因为内部参数没设定或是外部条件够成了系统报警的条件。这就要根据调试者的经验进行判断,首先对配线再次检查确保正确。如果还不能解决故障报警,就要对PLC等的内部程序进行详细的分析,逐步分析确保正确。 5、 参数的设定。 参数设定包括:显示文本、触措屏、变频器、二次仪表等的参数,并记录。 6、 设备功能的调试。 排除上电后的报警后就要对设备功能进行调试了。首先要了解设备的工艺流程。然后进行手动空载调试。手动工作动作无误再进行自动的空载调试。 空载调试完毕后,进行带载的调试。并记录调试电流、电压等的工作参数。 调试过程中,不仅要调试各部分的功能还要对设置的报警进行模拟,确保故障条件满足时能够实现真正的报警。对于需要对设备进行加温恒温的试验时,要记录加温恒温曲线。确保设备功能完好。 7、 系统的联机调试。 完成单台设备的调试后再进行前机与后的联机调试。 8、 连续长时间的运行。来检测设备工作的稳定性。 9、 调试完毕。设备调试完毕,要进行报检。并对调试过程中的各种记录备档。 |
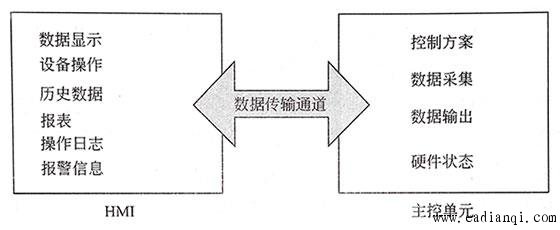
组态(Configure),翻译为配置、设定的意思,从大的方面来说可以这样理解,根据生产需要,配置出合适数量及功能的数据采集卡、主控单元等硬件设备,然后在配套软件中建立好与设备的通信关系、控制方案、操作画面及其他各种辅助管理的功能,这有点像搭积木,我
组态(Configure),翻译为配置、设定的意思,从大的方面来说可以这样理解,根据生产需要,配置出合适数量及功能的数据采集卡、主控单元等硬件设备,然后在配套软件中建立好与设备的通信关系、控制方案、操作画面及其他各种辅助管理的功能,这有点像搭积木,我们根据需要搭建出各种系统,然后让它完成我们的控制要求。
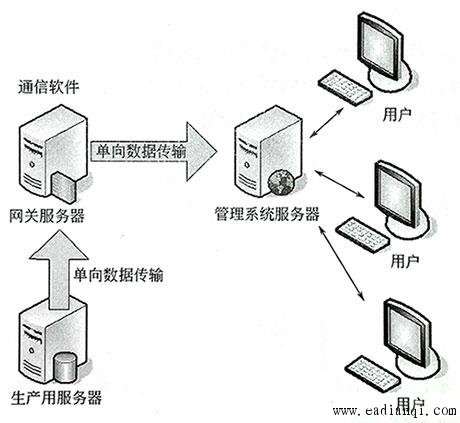
图1 组态软件组成示意图 d、画面组态。 一般控制系统软件分为上位和下位,有些公司把这两部分整合在一起。 ①上位软件 上位软件基本上包括图形界面的组态,历史数据的组态,报表的组态,操作日志的组态等。还有一些提供给用户二次开发功能,方便用户定制个性化系统,由于这类功能大部分使用C语言、VB-Script等编程语言,所以需要有较高水平的工程师来使用,否则会造成不必要的麻烦。 除了必需的和系统本身的功能外,一般的上位组态软件还包含或者支持与其他系统通信的功能,比如OPC服务,DDE功能等,或者直接提供其他软件访问本身数据库的方法,使得系统能与其他系统进行数据的交互,为工厂级信息管理系统提供数据。严格上来讲,生产管理信息系统仅能从生产系统读取所需要的数据,也就是说这里的数据流向是单向的,不能是交换的,同时需要单独设立一台网关机,从物理上把两个网络隔离开,从以上两个方面来保证生产系统的安全(见图2)。
②下位软件 |
在工业现场中采用可编程序控制器(PLC)来解决自动控制问题已成为较有效的方式之一。本文叙述了在进行PLC 控制系统 设计时应该注意的事项。 一、硬件选购 目前市场上的PLC产品众多,性价比越来越高,可选范围越来越大,为此,我们在选购时应从下面几个方面综
在工业现场中采用可编程序控制器(PLC)来解决自动控制问题已成为较有效的方式之一。本文叙述了在进行PLC控制系统设计时应该注意的事项。 一、硬件选购 目前市场上的PLC产品众多,性价比越来越高,可选范围越来越大,为此,我们在选购时应从下面几个方面综合考虑,合理选购PLC产品: 1.1、系统规模 首先应确定系统是用PLC单机控制,还是用PLC网络控制,并由此计算PLC输入、输出点数 在确定PLC输入 输出点数时一般要在实际需要点数的基础上留有10%的余量。 1.2、负载类型 根据PLC输出端所带的负载是直流型还是交流型,是大电流还是小电流,以及PLC输出点动作的频率等因素来确定输出端采用继电器输出,还是晶体管输出,或品闸管输出不同的负载选用不同的输出方式,这对系统的稳定运行是很重要的。 1.3、存储容量 与速度 一般存储容量越大、速度越快的PLC价格就越高 我们在选择时不应盲目追求大容量高速度,而应根据系统的大小合理的选用PLC产品。 1.4、工作环境 工作环境是PLC工作的硬性指标。自控系统将人们从繁忙的工作和恶劣的环境中解脱出来,就要求自控系统能够适应复杂的环境,诸如温度、湿度、噪音、信号屏蔽、工作电压等,一定要选择适应实际工作环境的产品。 1.5 、售后服务 应尽量选用大公司的产品,其质量有保障,且技术支持好,一般售后服务也较好,还有利于你的产品扩展与软件升级。 二、输入回路设计注意事项: 2.1、 电源回路PLC供电电源一般为AC85-240V(也有DC24V),适应电源范围较宽,但为了抗干扰,应加装电源净化元件(如电源滤波器 1: 1隔离变压器等)。 2.2、PLC上DC24V电源的使用 各公司PLC产品上一般都有 DC24V 电源,但该电源容量小,为几十毫安至几百毫安,用其带负载时要注意容量,同时要有短路保护措施。 2.3、 外部DC24V电源的使用 若输入回路有 DC24V供电的接近开关 光电开关等,而PLC上DC24V电源容量不够时,要从外部提供DC24V电源,但该电源的 - 端不要与PLC的DC24V的 - 端以及COM端相连,否则会影响PLC的运行。 2.4、 输入的灵敏度 当输入电压 电流小于各厂家对 PLC 的输人端电压和电流的规定,如当输入回路串有二极管或电阻(不能*启动),或者有并联电阻或有漏电流时(不能*切断),就会有误动作,造成灵敏度下降,对此应采取措施。当输入器件的输入电流大于PLC的大输入电流时,也会引起误动作,应采用弱电流的输入器件,并且选用输入为共漏型输入的PLC。 三、输出回路设计注意事项: 3.1、输出方式选择 (1)继电器输出:优点是不同公共点之间可带不同的交直流负载,且电压也可不同,带负载电流可达2A 点;但继电器输出方式不适用于高频动作的负载,这是由继电器的寿命决定的 (2)晶闸管输出:带负载能力为0.2A/ 点,只能带交流负载,可适应高频动作,响应时间为 1ms (3)晶体管输出是适应于高频动作,响应时间短,一般为0.2ms左右,但它只能带DC5-30V的负载,大输出负载电流为0.5A/点,但每4点不得大于0.8A。当你的系统输出频率为每分钟 6 次以下时,应继电器输出,因其电路设计简单,抗干扰和带负载能力强 当频率为 10 次/min 以下时,既可采用继电器输出方式,也可采用PLC输出驱动达林顿三极管(5-10A),再驱动负载。 当PLC输出带感性负载,负载断电时会对PLC的输出造成浪涌电流的冲击,为此,对直流感性负载应在其旁边并接续流二极管,对交流感性负载应并接浪涌吸收电路,可有效保护 PLC 当两个物理量的输出在 PLC内部已进行软件互锁后,在 PLC的外部也应进行互锁,以加强系统的可靠性。 3.3、 COM 点的选择 不同的PLC产品,其COM点的数量是不一样的,有的一个COM点带8个输出点,有的带4个输出点,也有带2个或1个输出点的 当负载的种类多,且电流大时,采用一个COM点带1-2个输出点的PLC产品;当负载数量多而种类少时,采用一个 COM 点带4-8 个输出点的PLC产品,这样会对电路设计带来很多方便 每个COM点处加一熔丝,1-2个输出时加 2A 的熔丝,4-8点输出的加5-10A的熔丝。 3.4、PLC外部驱动电路 对于PLC输出不能直接带负载的情况下,必须在外部采用驱动电路:可以用三极管驱动,也可以用固态继电器或晶闸管电路驱动,同时应采用保护电路和浪涌吸收电路,且每路有显示二极管(LED)指示。印制板应做成插拔式,易于维修PLC的输入输出布线也有一定的要求,请看各公司的使用说明书。 四、扩展模块的选用 对于小的系统,如80点以内的系统。一般不需要扩展,当系统较大时,就要扩展。不同公司的产品,对系统总点数及扩展模块的数量都有限制,当扩展仍不能满足要求时,可采用网络结构。有些厂家产品的个别指令不支持扩展模块,因此,在进行软件编制时要注意当采用温度等模拟模块时,各厂家也有一些规定,请看相关的技术手册。各公司的扩展模块种类很多,如单输入模块、单输出模块输入输出模块、温度模块、高速输入模块等。 五、PLC的网络设计 当用PLC进行网络设计时,其难度比PLC单机控制大得多 首先你应选用自己较熟悉的机型,对其基本指令和功能指令有较深入的了解,并且指令的执行速度和用户程序存储容量也应仔细了解。否则,不能适应你的实时要求,造成系统崩溃。另外,对通信接口、通信协议数据传送速度等也要考虑。后,还要向PLC的商家寻求网络设计和软件技术支持及详细的技术资料,至于选用几层工作站,依你的系统大小而定。 六、软件编制 在编制软件前,应首先熟悉所选用的PLC产品的软件说明书,待熟练后再编程。若用图形编程器或软件包编程,则可直接编程,若用手持编程器编程,应先画出梯形图,然后编程,这样可少出错,速度也快编程结束后先空调程序,待各个动作正常后,再在设备上调试。 |
湖南西门子S7-1200PLC模块代理(价格优势)