 化工仪器网
化工仪器网










详细介绍
西门子55千瓦软启动器
 | 3RW3047-1BB14 SIRIUS 软起动器 S3 106 A,55 kW/400 V,40 °C 200-480 V AC,110-230 V AC/DC 螺钉端子 |
1 概述
根据通讯接口的不同,SINAMICS S120的控制单元分两类:
· 支持PROFINET IO的控制单元:CU310-2 PN,CU320-2 PN
· 支持PROFIBUS DP的控制单元:CU310-2 DP,CU320-2 DP
对于支持PROFIBUS DP通讯的控制单元,可以使用Y-Link模板将CU3x0-2 DP接入到S7-400H冗余系统中。
对于支持PROFINET IO通讯的控制单元,在固件版本V4.8之前,一直没有相应的解决方案。但从固件版本V4.8开始,SINAMICS S120增加了一个新功能,开始支持与S7-400H冗余系统的PROFINET通讯。一个带有3个CU310-2 PN的S7-400H系统连接示意图,如图1-1所示。
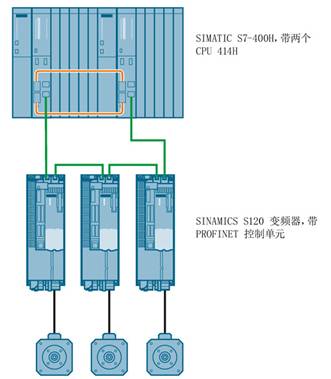
图1-1 连接示意图:S7-400H与S120的PROFINET通讯
S7-400H系统由两个相互冗余的控制器组成,两个CPU一用一备,双方通过光纤连接,保持数据同步。如果一个CPU故障停机,另一个CPU会立即投用,这大大降低了系统停机的风险,提高了系统可靠性。S120配合S7-400H系统使用时,同样具有以上优点,在一个CPU出现故障时S120无需停机,在切换CPU的过程中,上一个连接的设定值将被冻结并仍然有效。
但是,目前这种配置不支持PROFINET IRT模式,不支持设备共享(Shared Device),而且只能使用控制单元的板载PN接口实现系统冗余。
2 通讯连接与配置
2.1 硬件需求
在SINAMICS S120配合S7-400H系统进行PN通讯时,需要以下硬件:
· SIMATIC S7-400H控制系统
带有PROFINET接口的H-CPU,型号为 41xH
· SINAMICS S120控制单元
带PROFINET接口的 控制单元,CU310-2 PN 或 CU320-2 PN
2.2 通讯拓扑
S120与S7-400H的PROFINET冗余通讯连接有两种拓扑结构。
2.2.1 不使用交换机的通讯拓扑
不使用交换机时,可以将S120控制单元上的两个PN接口分别与S7-400H系统的两个CPU相连接,如图2-1所示。

图2-1 不使用交换机:S120与S7-400H的连接拓扑
2.2.2 使用交换机的通讯拓扑
可以使用交换机同时与S7-400H系统的两个CPU相连接,S120控制单元只使用一个PN接口与交换机相连接,如图2-2所示。

图2-2 使用交换机:S120与S7-400H的连接拓扑
2.3 硬件组态示例
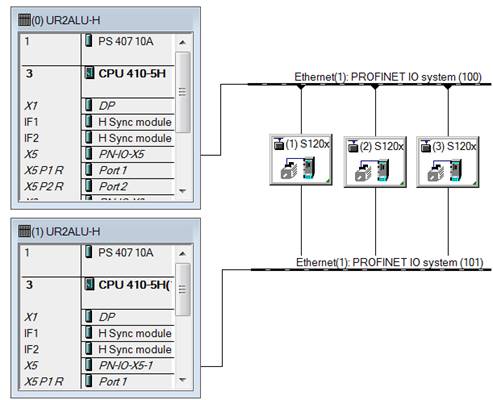
使用SIMATIC PCS7软件可以完成项目硬件组态和后续调试。以2.2节中图2-1与图2-2的拓扑为例,其硬件组态如图2-3所示。
 西门子55千瓦软启动器
西门子55千瓦软启动器
图2-3 硬件组态示例
SINUMERIK 802C base line
SNUMERIK 802C base line 控制单元和操作面板

SINUMERIK 802C base line 是专门为中国数控机床市场而开发的经济型 CNC 控制系统。其特性如下:
■ 结构紧凑,高度集成于一体的数控单元,操作面板,机床操作面和输入输出单元。
■ 机床调试配置数据少,系统与机床匹配更快速、更容易。
■ 简单而友好的编程界面,保证了生产的快速进行,优化了机床的使用。
To the top of the page

SINUMERIK 802C base line集成了所有的数控单元,PLC,人机界面,输入/输出于单元于一身:
■ 可独立于其他部件进行安装。坚固而又节省空间的设计,使它可以安装到方便用户的位置。
■ 操作面板提供了完成所有数控操作,编程的按键以及8英寸LCD显示器,同时还提供12个带有LED 的用户自定义键。工作方式选择,进给速度修调,主轴速度修调,数控启动与数控停止,系统复位均采用按键形式进行操作。可以选配西门子机床操作扩展面板。
■ SINUMERIK 802C base line的输入/输出点为:48个24V的直流输入和16个 24V的直流输出。输出点的同时工作系数为0.5,单个输出点的负载能力可达0.5A。为了方便安装,输入输出采用可移动的螺丝夹紧端子,该端子可用普通的螺丝刀来紧固。

■ SINUMERIK 802C base line可控制三个模拟进给轴和1个带+/-10V电压的模拟主轴。
■ SINUMERIK 802C base line 基本配置的驱动系统为SIMODRIVE 611U伺 服驱动系统和带单极对旋转变压器的1FK 7 伺服电机。
To the top of the page
SINUMERIK 802C base line的系统软件已经存储在数控部分的Flash-EPROM (闪存)上,调试所需的Toolbox软件工具包含在标准的供货范围内。系统采用免维护设计,不再需要电池,采用高能电容防止掉电引起的数据丢失。
初始化数据面向车床和铣床应用,并可单独安装。在每一个工具盒中都包含有车床和铣床的PLC 程序示例,以便用户能很快地调试完毕。

 化工仪器网
化工仪器网