 化工仪器网
化工仪器网










详细介绍
西门子6SL3120-1TE24-5AA0
6SL3120-1TE24-5AA0
SINAMICS 单电机模块 输入:600V DC 输出:3AC 400V,45A 内部风冷 包含 DRIVE-CLiQ 电缆 未通过 UL 认证
西门子为玻璃工业客户提供全厂级自动化解决方案—— 西门子玻璃工业日

2012年4月1日,西门子工业于第23届中国玻璃工业技术展览会(China Glass 2012)期间在上海成功举办了“西门子玻璃工业日”。提出了玻璃工业全厂级自动化解决方案PWA(Plant Wide Automation),帮助企业淘汰落后产能,实现产业优化。
与会专家从中国玻璃工业的现状及趋势谈起,分析了当前玻璃行业客户的需求,西门子工业领域对此提出了西门子的玻璃行业解决之道。
中国建筑玻璃与工业玻璃协会副会长张景焘分析了中国玻璃工业发展的现状及趋势,认为行业发展模式仍是粗放型:结构性产能过剩;产业链短,附加值低,深加工不足;部分关键工艺和装备水平偏低;节能减排技术亟待提升。而另一方面玻璃市场需求将随保障性住房建设需求稳步增长,与此同时国家关于‘节能减排’、‘扩大内需’以及‘经济战略调整’等产业政策导向和新型朝阳产业发展等均为玻璃工业带来难得的发展机遇。
作为玻璃行业客户代表,中国凯盛工程有限公司蚌埠分公司总经理邢宝山分享了玻璃行业厂商的真实需求,指出国内市场普通玻璃将从快速增长转为平稳缓长,但对产品和精深加工产品将保持旺盛需求。玻璃工业企业应加快技术改造,提升工艺技术及装备水平,以品种质量、节能减排、装备完善、安全生产和量化融合为重点,大力推进现有生产线技术改造与升级。
而西门子(中国)有限公司流程行业部总经理李劲松博士,以及上海西门子工业自动化有限公司投标部经理韩振宇则针对这些问题介绍了西门子玻璃行业的解决方案。西门子将专业的技术方案与专业的服务相结合,提供了基于全集成自动化 (TIA) 和全集成能源管理 (TIP) 的各种产品与系统的全厂级自动化解决方案PWA (Plant Wide Automation),将玻璃制造行业自动化解决方案提升到了一个新水平。西门子工业技术研发团队凭借*的创新型产品组合为玻璃企业量身定制解决方案,扩展到从工艺设计到自动化系统设计的每一环节,使全厂得以轻松实现高效高质,低碳节能的要求。不管是浮法玻璃、中空玻璃,还是超薄玻璃的生产,节能增效、高工艺标准贯穿了整个玻璃的生产流程。这将有效的实现玻璃生产的高效性、灵活性、安全性及低耗能。

西门子工业在同期举办的2012中国玻璃工业技术展览会上以“节能增效:全厂级自动化 - 西门子玻璃行业解决之道”为理念亮相展会,通过设备及展板现场演示,向来自玻璃工业的专家和专业观众介绍西门子 “玻璃行业成套解决方案”, “玻璃解决方案”, “能源优化解决方案”,和“过程及分析仪表解决方案”。
1 简单抱闸控制特点
S120抱闸控制主要分为简单抱闸控制和扩展抱闸控制,可根据应用场合不同而灵活选用。本文主要介绍简单抱闸控制。
S120 简单抱闸控制的特点主要有:
? 通过顺序控制自动激活
? 静态P1227(零速P1228)检测监控
? 强制释放抱闸(p0855,p1215),包括有条件或无条件释放抱闸
? 无条件关闭抱闸(p0858 = 1)
? 取消“使能速度控制器”信号后的抱闸应用(p0856 = 0)
2抱闸功能描述
“简单抱闸控制”专门用于电机抱闸的控制。当驱动不激活时,保持抱闸用于保护驱动装置,以免出现不希望的运动,如位能性的负载或垂直运行的负载出现的危险。
释放和保持抱闸的触发命令通过控制单元(CU)的DRIVE-CLiQ 传送至电机模块,直接把信号互连到电机模块上并进行监控。然后电机模块执行动作并激活保持抱闸的输出。可在
SINAMICS S120/S150 参数手册(功能图2701,2704)中看到详细的顺序控制框图。通过
参数p1215可配置抱闸控制的运行规则,图1所示为简单抱闸控制的顺序图。
打开抱闸的过程:
(1) 当符合启动条件后,控制单元发出ON命令,接触器开始闭合,设备开始预充电。完
成后,开始建立励磁;
(2) 励磁完成后,打开抱闸的输出信号为1;
(3) 此处还可以通过p0855=1强迫释放抱闸命令;
(4) 打开抱闸的输出信号为1,r0899.12=1, 可以控制抱闸装置。此时电机并不会立即加
速,否则会出现溜钩的现象;
(5) 延迟时间p1216到达之后,电机立即加速,直到稳定状态。 p1216的时间需根据现
场情况调节。
关闭抱闸的过程:
(1) 当控制单元发出OFF命令后,电机速度开始下降;
(2) 电机实际速度或设定速度小于p1226所设定的值;
(3) 延迟p1227或p1228时间后,关闭抱闸的输出信号为1;
(4) 此处还可以通过p0858 = 1强迫输出关闭抱闸命令;
(5) 关闭抱闸的输出信号为1,r0899.13=1, 可以控制抱闸装置。此时变频器输出电流仍
存在,否则会出现溜钩的现象;
(6) 延迟时间p1217到达之后,变频器脉冲封锁,输出电流立即降到0。 p1217的时间
需根据现场情况调节。
 西门子6SL3120-1TE24-5AA0
西门子6SL3120-1TE24-5AA0
图1 简单抱闸控制的顺序图
3 抱闸调试过程
如果电机模块具有内部集成的抱闸控制并连接有抱闸装置时,可通过设置参数p1215 = 1激活简单抱闸控制。
如果电机模块没有内部集成的抱闸控制,可通过设置参数p1215 = 3激活抱闸控制,此时需要将“开闸”或/和“关闸”信号互联到CU的输出点上,由此输出点来控制开抱闸。
注意:
? 简单抱闸控制不能应用于维护性的抱闸控制,当应用抱闸控制时一定要考虑特殊
的工艺要求和机械条件以保证人员的安全。
? 当电机有抱闸装置时,设置P1215=0,在启动设备时将导致抱闸装置的损坏。
? 只有书本型功率单元和模块型功率单元有安全抱闸继电器时,才能激活抱闸控制
监测(p1278 = 0)。
抱闸配置:
在STARTER或SCOUT调试软件中,添加一个驱动,然后配置驱动参数。在图2所示抱闸配置界面中,根据实际情况选择1或者3。

图2 选择基本抱闸
在驱动的目录树下选择“Functions”?“Brake control”,打开抱闸设置界面,如图3所示。
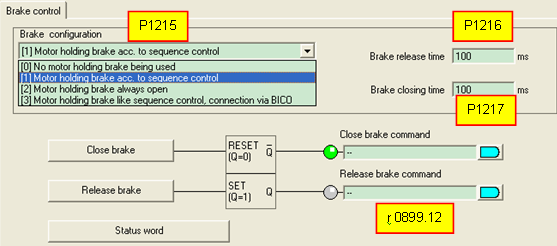
图3 基本抱闸配置
参数设置:
对于参数p1215,可以有以下几种设置方式:
? p1215=0,不使用报闸功能
? p1215=1,基本报闸控制模块集成的抱闸
? p1215=2,电机报闸一直打开
? p1215=3,外部报闸控制装置
p1216为释放抱闸时间,p1217为关闭抱闸时间。一般地,关闭抱闸命令和释放抱闸命令连接一个BICO参数即可,通常连接r0899.12。
关闭抱闸配置:
如图4所示,点击“Close brake”按钮,进入关闭抱闸设置界面。可以设置零速检测阈值(p1266),零速检测监控时间(p1227)和脉冲抑制延迟时间(p1228)。
通过参数p0858设置强制关闭抱闸,可连接至一个开关量,如果此信号为1,则强制关闭抱闸。

图4 关闭抱闸设置
释放抱闸配置:
如图5所示,点击“Release brake”按钮,进入释放抱闸设置界面。通过参数p0855设置强制释放抱闸,可连接至一个开关量,如果此信号为1,则强制释放抱闸。

图5 释放抱闸设置
4 重要参数
列出关于抱闸控制的一些重要参数,可以根据不同应用场合进行灵活设置:
? r0056.4 励磁完成
? r0060 CO 设定值滤波器前的速度设定值
? r0063 CO 实际值滤波后的实际速度值(伺服)
? r0063[0…2] CO 速度实际值
? r0108.14 CO 扩展抱闸控制
? p0855[C] BI 无条件释放抱闸
? p0856 BI 速度控制器使能
? p0858 BI 无条件关闭抱闸
? r0899.12 BO 开抱闸指令
? r0899.13 BO 关抱闸指令
? p1215 电机抱闸配置
? p1216 释放抱闸时间
? p1217 关闭抱闸时间
? p1226 零速检测阈值
? p1227 零速检测监视时间
? p1228 脉冲抑制延迟时间
? p1278 抱闸控制诊断评估
解决方案
SIMATIC IT生产套件将业务流程模型和一系列高度集成的功能组件相匹配。

它负责生产的管理和执行、工厂内部的进行与协调,并规范整个企业生产,使制造流程与供应链活动保持*且弥补业务系统(如,ERP)和控制系统的信息断层。
SIMATIC IT生产模型用一系列内部规则进行定义,并使工厂模型可视化,这样就可以明确各项生产操作。
SIMATIC IT组件是根据通用的MES标准ISA-95开发的功能。
他们包括产品定义管理,生产订单管理,物料管理,工厂绩效分析,关键绩效指标(KPI)计算,整体设备效率(OEE),报告,调度,实验室信息管理(LIMS),质量保证和产品规范管理,等。
面临的挑战
为了在日益激烈的竞争市场中确保盈利要求,制造商需要灵活机智的供应链,同步的生产流程和实时的工厂可视性。
由于在生产过程中的决定总是会影响到企业的盈利水平。企业应当统筹考虑生产指标和业务绩效,以便使自身有能力适应或应对市场的变化,来增加效率、降低成本、改善客户满意度。
这就需要一个综合集成式的IT基础设施,可以控制所有的生产要素,包括物料、设备、人事、规范和程序等,并能与业务和运营系统相结合。

 化工仪器网
化工仪器网