 化工仪器网
化工仪器网










详细介绍
西门子45KW变频器
上海盟疆工业自动化设备有限公司在经营活动中精益求精,具备如下业务优势:
上海盟疆工业自动化设备有限公司*销售西门子PLC,200,300,400,1200,西门子PLC附件,西门子电机,西门子人机界面,西门子变频器,西门子数控伺服,西门子总线电缆现货供应,咨询系列产品,折扣低,货期准时,并且备有大量库存. 长期有效
西门子数控伺服系统:802C S、802D SL、810D DE、820D SL、840C CE、840D DE、840D SL、840Di SL、S120数 控 系 统、数 控 伺 服 驱 动 模 块、控制 模 块、电 源模 块、备 品 备 件 等。
本公司产品质量按西门子原厂质量标准,产品质保一年,按西门子原厂包装标准,西门子原装 原装产品,按厂家执行标准,需方收到货后七日内可提出异议!!!
我们卖的不是价格。卖的是诚信卖的是品质
功能图--扩展参数--动态
扩展参数-动态包括“常规”和“急停”两部分。
常规
这部分参数也是轴参数中重要部分。

①速度限制的单位:设置参数②“大转速”和③“启动/停止速度”的显示单位。
无论“基本参数--常规”中的“测量单位”组态了怎样的单位,在这里有两种显示单位是默认可以选择的,包括“脉冲/s”和“转/分钟”。
根据前面“测量单位”的不同,这里可以选择的选项也不用。比如:本例子中在“基本参数--常规”中的“测量单位”组态了mm,这样除了包括“脉冲/s”和“转/分钟”之外又多了一个mm/s。
②大转速:这也是一个重要参数,用来设定电机大转速。大转速由PTO输出大频率和电机允许的大速度共同限定。
以mm为例进行说明:
在“扩展参数”“机械”中,用户定义了参数“电机每转的脉冲数”以及“电机每转的负载位移”,则大转速为:

③启动/停止速度:根据电机的启动/停止速度来设定该值。
④加速度:根据电机和实际控制要求设置加速度。
⑤减速度:根据电机和实际控制要求设置减速度。
⑥加速时间:如果用户先设定了加速度,则加速时间由软件自动计算生成。用户也可以先设定加速时间,这样加速度由系统自己计算。
⑦减速时间:如果用户先设定了减速度,则减速时间由软件自动计算生成。用户也可以先设定减速时间,这样减速度由系统自己计算。
下面说明了“加速度”,“减速度”,“加速时间”,和“减速时间”之间的数学关系:

⑧激活加加速限值:激活加加速限值,可以降低在加速和减速斜坡运行期间施加到机械上的应力。如果激活了加加速度限值,则不会突然停止轴加速和轴减速,而是根据设置的步进或平滑时间逐渐调整。
⑨滤波时间:如果用户先设定了加加速度,则滤波时间由软件自动计算生成。用户也可以先设定滤波时间,这样加加速度由系统自己计算。
t1加速斜坡的平滑时间,
t2减速斜坡的平滑时间,t2值与t1相同。
⑩加加速度:
如下图所示,激活了加加速限值后,轴加减速曲线衔接处变平滑。

下图详细显示了在激活和不激活冲击限制的情况下轴的行为:

急停
什么情况下会让轴使用“急停”速度/时间这个参数:
- 轴出现错误时,采用急停速度停止轴。
- 使用MC_Power指令禁用轴时(StopMode=0或是StopMode=2)。

①大转速:与“常规”中的“大转速”*。 西门子45KW变频器
②启动/停止速度:与“常规”中的“启动/停止速度”*。
③紧急减速度:设置急停速度。
④紧急减速时间:如果用户先设定了紧急减速度,则紧急减速时间由软件自动计算生成。用户也可以先设定紧急减速时间,这紧急减速度由系统自己计算。
下面的公式列出了“急停减速时间”和“急停减速度”之间的关系:

根据实际应用中左右限位开关距离物理停止点的距离(如下图的E和F),以及电机可以达到的大速度计算出来合适的急停速度,保证电机能够在撞到物理停止点前停止 。

硬件限位开关的有效距离除以大速度和启动速度的差值,就可以得到急停减速时间。

高速计数器寻址
CPU 将每个高速计数器的测量值,存储在输入过程映像区内,数据类型为 32 位双整型有符号数,用户可以在设备组态中修改这些存储地址,在程序中可直接访问这些地址,但由于过程映像区受扫描周期影响,读取到的值并不是当前时刻的实际值,在一个扫描周期内,此数值不会发生变化,但计数器中的实际值有可能会在一个周期内变化,用户无法读到此变化。用户可通过读取外设地址的方式,读取到当前时刻的实际值。以 ID1000 为例,其外设地址为 “ID1000:P”。表1. 所示为高速计数器寻址列表。
表1. 高速计数器寻址
| 高速计数器号 | 数据类型 | 默认地址 |
| HSC1 | DINT | ID1000 |
| HSC2 | DINT | ID1004 |
| HSC3 | DINT | ID1008 |
| HSC4 | DINT | ID1012 |
| HSC5 | DINT | ID1016 |
| HSC6 | DINT | ID1020 |
中断功能
S7-1200 在高速计数器中提供了中断功能,用以处理某些特定条件下触发的程序
共有 3 种中断事件:
1.当前值等于预置值
2.使用外部信号复位
3.带有外部方向控制时,计数方向发生改变
频率测量
S7-1200 除了提供计数功能外,还提供了频率测量功能,有 3 种不同的频率测量周期:1.0 秒,0.1 秒和0.01 秒。
频率测量周期是这样定义的:计算并返回新的频率值的时间间隔。返回的频率值为上一个测量周期中所有测量值的平均,无论测量周期如何选择,测量出的频率值总是以 Hz (每秒脉冲数)为单位。
高速计数器指令块
高速计数器指令块,需要使用背景数据块用于存储参数, 如图 1.所示。
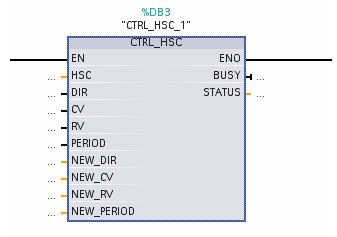
图1. 高速计数器指令块
表2. 高速计数器参数说明
HSC (HW_HSC) | 高速计数器硬件识别号 |
DIR (BOOL) TRUE | : 使能新方向 |
CV (BOOL) TRUE | : 使能新起始值 |
RV (BOOL) TRUE | : 使能新参考值 |
PERIODE (BOOL) TRUE | : 使能新频率测量周期 |
NEW_DIR (INT) | : 方向选择1:=正向;-1 :=反向 |
NEW_CV (DINT) | : 新起始值 |
NEW_RV (DINT) | : 新参考值 |
NEW_PERIODE (INT) | : 新频率测量周期 |
表3. STATUS 错误代码
错误代码(十六进制) | 描述 |
| 0 | 无错误 |
80A1 | 高速计数器的硬件标识符无效 |
80B1 | 计数方向 (NEW_DIR) 无效 |
| 80B2 | 计数值 (NEW_CV) 无效 |
| 80B3 | 参考值 (NEW_RV) 无效 |
| 80B4 | 频率测量周期 (NEW_PERIOD) 无效 |
| 80C0 | 多次访问高速计数器 |
S7-1200 运动控制
到目前为止S7-1200 CPU新的Firmware版本为V4.1,对于Firmware V4.1 的S7-1200 CPU来说运动控制方式有了更多的选择。
S7-1200运动控制根据连接驱动方式不同,分成三种控制方式,如下图所示:
- PROFIdrive:S7-1200 PLC通过基于PROFIBUS/PROFINET的PROFIdrive方式与支持PROFIdrive的驱动器连接,进行运动控制。
- PTO:S7-1200 PLC通过发送PTO脉冲的方式控制驱动器,可以是脉冲+方向、A/B正交、也可以是正/反脉冲的方式。
- 模拟量:S7-1200 PLC通过输出模拟量来控制驱动器。

对于Firmware V1.0,V2.0/2.1/2.2,V3.0,和V4.0的S7-1200 CPU来说,运动控制功能只有PTO这一种方式。
目前为止,1个S7-1200 PLC多可以控制4个轴,该数值不能扩展。
S7-1200 运动控制--PROFIdrive控制方式
PROFIdrive 是通过 PROFIBUS DP 和 PROFINET IO 连接驱动装置和编码器的标准化驱动技术配置文件。
支持 PROFIdrive 配置文件的驱动装置都可根据 PROFIdrive 标准进行连接。控制器和驱动装置/编码器之间通过各种 PROFIdrive 消息帧进行通信。
每个消息帧都有一个标准结构。可根据具体应用,选择相应的消息帧。通过 PROFIdrive 消息帧,可传输控制字、状态字、设定值和实际值。
『注意』Firmware V4.1的S7-1200 CPU才具有PROFIdrive的控制方式。

这种控制方式可以实现闭环控制。
S7-1200 运动控制--PTO控制方式
PTO的控制方式是目前为止所有版本的S7-1200 CPU都有的控制方式,该控制方式由CPU向轴驱动器发送高速脉冲信号(以及方向信号)来控制轴的运行。
这种控制方式是开环控制,但是用户可以选择增加编码器,利用S7-1200 高速计数功能(HSC)来采集编码器信号得到轴的实际速度或是位置实现闭环控制。如下图所示。

S7-1200 运动控制--模拟量控制方式
Firmware V4.1版本的 S7-1200 PLC的另外一种运动控制方式是模拟量控制方式。以CPU1215C为例,本机集成了2个AO点,如果用户只需要1或2轴的控制,则不需要扩展模拟量模块。然而,CPU1214C这样的CPU,本机没有集成AO点,如果用户想采用模拟量控制方式,则需要扩展模拟量模块。
模拟量控制方式也是一种闭环控制方式,编码器信号有3种方式反馈到S7-1200 CPU中,如下图所示。

S7-1200 运动控制组态步骤简介
- 在Portal 软件中对S7-1200 CPU 进行硬件组态;
- 插入轴工艺对象,设置参数,下载项目;
- 使用“调试面板”进行调试;『 说明』S7-1200 运动控制功能的调试面板是一个重要的调试工具,使用该工具的节点是在编写控制程序前,用来测试轴的硬件组件以及轴的参数是否正确。
- 调用“工艺”程序进行编程序,并调试,终完成项目的编写。
截图和测试环境
这部分内容的相关截图和功能说明都是基于S7-1200 Firmware V4.1在SIMATIC Portal V13 SP1 UPD4的环境下生成的。
不同的版本的Portal 软件的界面不尽相同,请用户务必确认。

 化工仪器网
化工仪器网