 化工仪器网
化工仪器网










详细介绍
西门子华北代理商
上海盟疆工业自动化设备有限公司工业业务领域致力于为客户提供高品质的服务,追求客户的满意是我们始终如一的目标。在中国,工业业务领域拥有一支技术过硬、经验丰富的工程师队伍,为客户提供7x24小时全天候服务。专业的服务人员和遍布全国的服务及备件网络将对客户的服务需求迅速作出响应,将由设备故障引起的损失降低到小的程度。
概述
SIMATIC ET 200SP
可扩展的 SIMATIC ET 200SP I/O 系统是防护等级为 IP20 的高度灵活的模块化 I/O 系统。通过具有 PROFINET 或 PROFIBUS 接口的接口模块,它可以与更高级控制系统交换所连接 I/O 模块的 IO 数据。或者,以紧凑型 S7-1500 控制器(分布式控制器)的形式提供了各种 PLC、F-PLC 和开放式控制器,作为其它首尾站ET 200SP 组件可用作 SIPLUS 版本以满足*的要求并实现高度的稳健性。
对于 ET 200SP,提供了全面的 I/O 模块(包括故障安全型):
- 数字量输入模块 (DI),白色
- 数字量输出模块 (DQ),黑色
- 模拟量输入模块 (AI),浅蓝色
- 模拟量输出模块 (AQ),深蓝色
- 工艺模块 (TM),青绿色
- 通信模块 (CM),浅灰色
- 模块,薄荷绿色
- 电机直接起动器 (DS) 和可逆起动器 (RS)
- 气动
除提供具体产品套件这种标准交货形式外,部分 I/O 模块和基本单元也以 10 件一个包装的形式提供。通过 10 件一个包装这种形式,可以显着减少浪费并节省具体模块的开箱时间。
紧凑型设计
- 多包含 64 个模块的模块化组态
- 无电源模块的系统集成自组装负载组通过浅色 BaseUnit 供电
- 由于采用了模块化设计和全面的产品系列,因此尺寸小且高度灵活
- 每个模块多有 16 个通道
- 布线
- 热交换:无需工具即可在运行过程中更换模块
- 间歇操作
柔性连接系统
- 插入式端子适用于带线端套圈的大横截面 1.5 mm2 和无线端套圈的大横截面 2.5 mm2
- BaseUnit 用于一线或直接多线连接
- 由于导体开口附近的弹簧安全器和测量分接头,可实现优秀接线可达性
- 通过也作为集成式介质转换器的 BusAdapter(RJ45、FastConnect、塑料或玻璃光纤电缆)可进行灵活的 PROFINET 连接
安全集成功能
- 易于集成故障安全模块
- 通过软件可以轻松进行 F 参数分配
- 逐组断开非故障安全型模块
高性能
- 同步 PROFINET
- 以高 100 Mbit/s 的速度进行内部数据传输
- 记录模拟量和输出持续 50 μs
- 记录数字量和输出持续 1 μs
高性能技术
- “计数”、“定位”、“称重”、“输出凸轮”、“PWM”、“力测量”等功能模块
能源效率
- 记录电气变量的电表
- 具有区间替换值的系统集成 PROFIenergy
高级功能
- 组态控制:
通过用户软件对实际组态进行基于应用的调整(选项处理) - 基于时间的 IO:
信号时间戳为 μs - MSI/MSO:
从多 4 个 PLC 同时访问 I/O 数据 - MtM:
各 IO 模块之间的直接数据交换(模块间通信) - 过采样:
在 PN 循环内对数字量和模拟量信号进行 n 次采集或输出 - 调整测量范围:
通过将测量范围调整为模拟量输入模块支持的测量范围的受限部分来增加分辨率 - 缩放测量值:
允许传输归一化至所需物理值的模拟量作为 REAL 值(32 位浮点)
通讯标准
- PROFINET IO
- PROFIBUS DP V0/V1
- 连接 ET 200AL (IP67) 的 ET 接头
- IO-Link V1.1
- AS-Interface
- MODBUS TCP
- 点对点 (RS 232, RS 485, RS 422)
- Freeport
- 3964(R)
- USS
- Modbus RTU (主站/从站)
CPU
- PROFINET 接口,带 3 端口
- IO 控制器和 PN IO 设备
- 可选扩展为 DP 主站/从站
- 还提供故障安全型和开放式控制器
标记 I/O 模块
- I/O 模块前面有意义的标签
- 纯文本形式的模块类型描述(含功能等级),如“DI 8x24VDC HF”
- 订货号
- 二维矩阵码,带有订货号和序列号
(通过“Industry Online Support”app 进行调用,直接链接到该模块的支持页面) - 硬件功能状态和固件版本
- 相应 I/O 模块的适宜基本单元类型
- 适宜的有色牌的颜色代码
- 接线图
- 可选扩展
- 标签条
- 设备铭牌
1. 提出问题
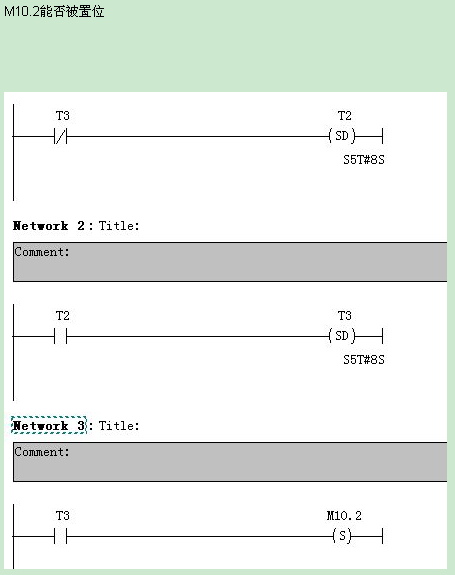
图1
问题1:M10.2能否被置位?
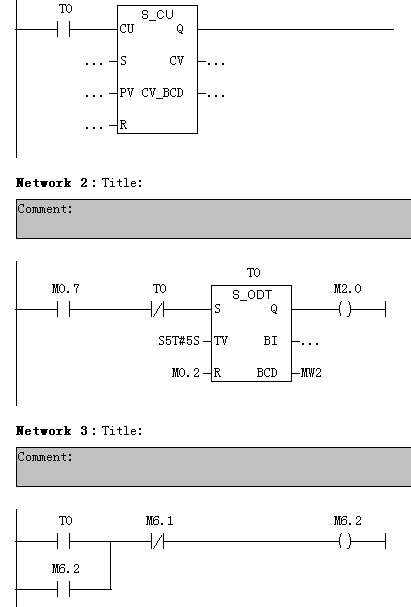
图2
问题2:S_CU计数有无问题,M6.2能否被置位?
先来了解一下都有哪几个计时器,以及它们的特性如何
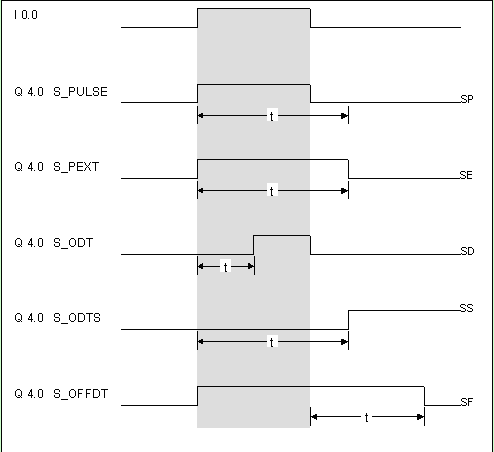
图3
2. 计时器描述
从以图3可以看出5个计时器的基本特性,可以简单的从中挑选与控制工艺相符合的计时器使用,如果想了解计时器的详细信息,可以选择计时器,并按F1看帮助信息中的具体逻辑图。
以计时器SD为例,参见图4
 西门子华北代理商
西门子华北代理商
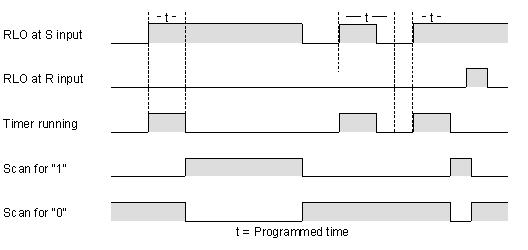
图4
我们从中可以知道,当触发端S的信号为上升沿时,触发计时器开始运行,时间结束后计时器输出端为1,S信号为下降沿时,计时器输出端为0
那么根据此情况,以图1为例,咱们可以把刚才的梯形图程序通过时序图表示如下图5
其中a,b之间是在扫描此段程序两个周期之间的间隙。
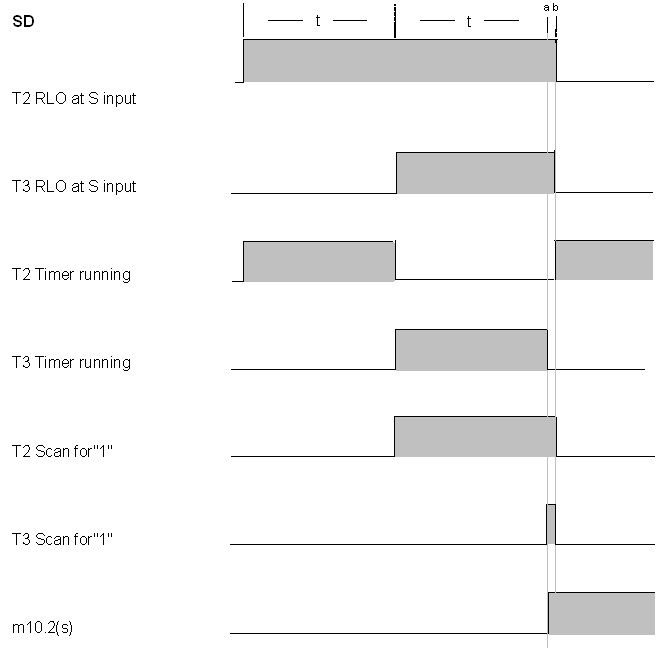
图5
3. 计时器与循环程序的关系
经过分析,可以看出,M10.2(S)是可以被置位的,那为什么没有看见其被置位呢?
大家注意,这里t的时间是8s,我们知道,一个程序的扫描周期很短,可能才十几----几十毫秒,在线时候可以监控到Scan Cycle Time。如图6
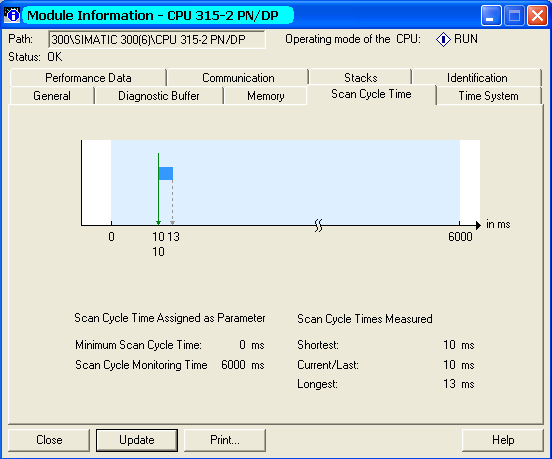
图6
那这个时间不是远远超过了扫描周期么?
我们又知道,如果程序扫描周期大于大扫描周期监控时间Scan Cycle Monitoring Time,那么将会触发中断,甚至造成CPU进入STOP状态。
其实,计时器的执行是异步于OB1循环扫描的,只要计时器运行后,在每一周期扫描到计时器的触发端S信号如果为1,那么计时器就将在此周期继续计时。因此,它对于大周期监控时间并没有太大的影响,只是调用语句时占用了少许us的时间。
怎么来验证这个说法呢?就是说计时器的执行并不同步于OB1程序扫描周期。
1,可以在程序中加入若干SFC47增大程序扫描周期(保证小于Scan Cycle Monitoring Time),通过监控计时器的时间,可以看出,计时器的时间是跳跃式的变化的,也就是说,也就是说,当程序扫描完计时器,继续往下进行时,计时器满足触发条件进行计时,此周期往后的计时是一直在进行的。
2,可以通过在中断来证明
3,通过程序死循环监视计时证明
4,通过多个计时器监视时间来证明等等各种方法
那说明了是异步的有何作用呢?
说明了刚才咱们分析程序所作的时序图有一定的问题,因为咱们的分析是按照程序一步步往下进行的,相当于是同步进行的。而实际在程序执行时,扫描周期是比较短的,所以计时器是在其中的某一个周期里计时器计时结束时输出被置位为1,那么因为这样,所以对我们编写程序就会有一定的要求。也就有了下面一个问题
4. 计时器动作的时刻
计时器的输出端是什么时候被置位呢,什么时候起作用呢,比如 ?
?
是等到重新扫描到计时器块,计时器执行完毕才置位,还是不用重新扫描到计时器?程序中直接扫描的T40节点,它就已经被置位了呢?
1,我们可以设置OB35的看门狗时间为2000ms, 如图7
OB35里触发计时器T40, 的开点给线圈M6.0,如图8
的开点给线圈M6.0,如图8
OB1里 的开点给线圈M6.1,M6.0开点给线圈M6.2,如图9
的开点给线圈M6.1,M6.0开点给线圈M6.2,如图9
经过试验,观察看到,当T40的Timer运行结束后M6.1立刻就被置位了,而M6.0和M6.2会等到再次扫描到OB35,才会被置位。
可得出结论,当计时器T40计时结束时,CPU扫描到 时,它就已经为1了,不需要等到扫描计时器S_ODT(SD)。
时,它就已经为1了,不需要等到扫描计时器S_ODT(SD)。
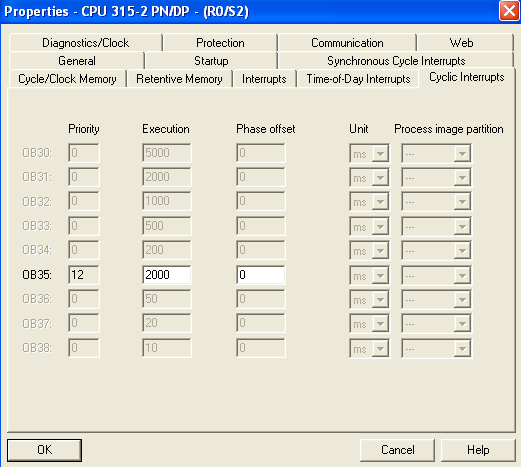
图7
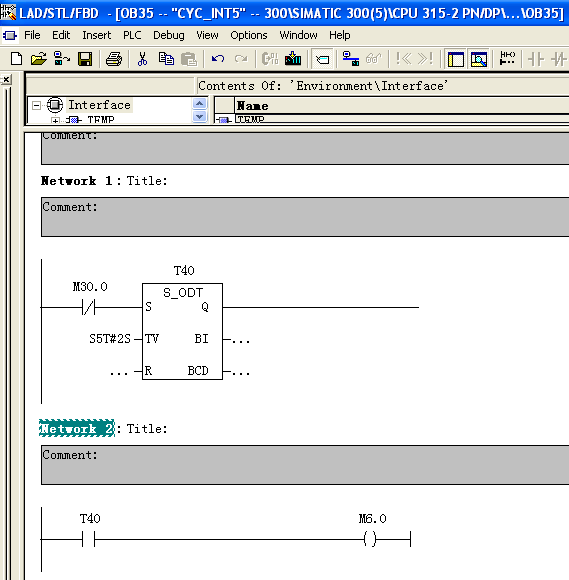
图8
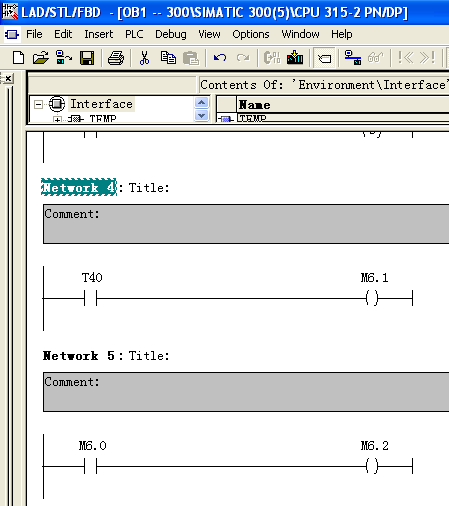
图9
2,也可以在OB1里调用多个“wait”代码让OB1的扫描周期足够大,如5s,先调用一个SD T2 1s,然后调用若干“wait”,大概持续2s,用T2开点触发一个线圈如M10.0,再调用若干“wait”,大概1s,然后再调用一个SD T3,可以看出再T3还没有开始计数时,M10.0已经被置位了。
计时器在OB30—OB38里呢?
是一样的。
可以在OB35里使用SD计时器,可以发现,当程序调用OB35时,计时器开始运行,把OB35执行时间和计时器时间设置大些,可以发现,只要每次在扫描的计时器触发端时,条件满足,计时器就开始运行,直到下一次扫描OB35时再扫描到此条件为止。
可以把计时器时间设置足够大,当计时未结束前把它的触发端变为0,那么其计时停止,直到再次触发。
可以得出计时器的运行只与每次扫描到它的触发端有关。扫描完触发端后,计时器的运行就与触发端无关了,直到下一次再次扫描到此触发端。
5. 分析程序
了解了以上的一些基本知识,咱们再来看看刚才图1中的程序。
一个CPU的扫描周期是可以计算的,根据不同的配置和数据的读取,可以计算出不同的周期,在PLC运行时,每个周期的大小也是不一样的,可以大致计算出范围,可以根据每条语句来计算程序的执行时间,再加上相应的循环周期检测点,周期中断,访问过程映像区,通信负载等。这些时间的长短与CPU型号及使用方式有关。
使用PS307 5A,CPU315-2PN/DP (315-2EH13-0AB0 V 2.6.50)为例。以下所有时间都以此配置为标准。
我们把图1的梯型图换成语句表来分析指令执行的过程。
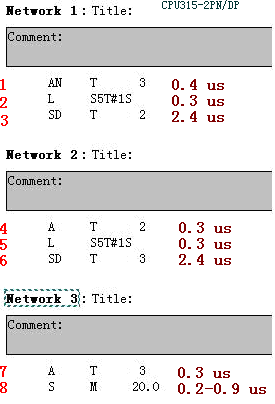
图10
一个CPU的扫描周期的计算可以根据以下几个过程来进行
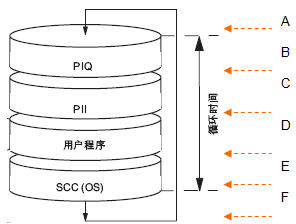
图11
A.操作系统初始化循环时间监视
B.扫描PIO
C.扫描PII
D.执行用户程序,并执行程序中定义的操作
E.扫描周期检测点操作系统时间(周期结束时执行挂起的任务,如装载和删除块)
F .CPU返回到周期开始的时间点,并重新开始循环周期监视
在以上的步骤中都是有时间的,虽然很小,但是也占用时间。可以根据不同的硬件组态,参照
CPU Specifications手册进行计算,
为了便于计算和理解,咱们以理想状态来计算。假设CPU周期中的A,B,C,E,F的时间为固定的数值X us。
只分析程序里的”D” --用户程序中的命令执行。
程序是顺序扫描的,从Network 1—3依次进行,
以*个周期开始时来分析,首先扫描Network 1中T3计时器为0,因此闭点使能,T2开始计时(0-8S),但此时扫描T2输出为0,
因此扫描到Network 2中T2开点不使能,扫描到T3不执行,
Network 3中T3开点不使能,M10.2为0。
到此过程[0.4+0.3+2.4+0.3+0.3+2.4+0.3+0.2(或0.9)] us = 6.6 (或7.3) us。
注意:T2一直在累加时间,相当于此时T2计时也到达6.6(或7.7)us。
然后加上刚才的时间X us,那么一个周期可以认为是t=X+6.6 (7.7) us。X大于7 us,可以看出语句的执行是在很短的时刻进行,所以大家在编程时常用的每个计时器都会经过若干个程序扫描周期。
因为Timer是异步的,所以T2的时间应该在一个周期里也为t=X+6.6 (7.7) us,那么根据上面的程序看,因为T2设置为8s,所以应该在大概m=8s/[ X+6.6 (7.7)]us个周期时,T2执行完毕。
T2 假设优秀情况下,T2执行完毕的时刻是在第m个周期内,
A.如果发生在Network2的T2开点之前,那么扫描到此 T2开点的语句时,T2的输出变为1,执行下一条语句T2开点就会闭合,T3开始计时。
B.如果T2执行完毕的时刻是程序扫描到T2开点语句之后才发生的,那么因为后面的程序没有对T2的操作,只有在下一个m+1周期,才能检测到T2的变化。T3开始计时。
T3开始计时的前提条件是T2开点闭合,假设在第m个周期里,T3开始计时,那么同样,要经过大概m个周期左右,T3才能执行完毕,到此时,已经经过了2m个周期,因为M10.2线圈是由T3开点的闭合信号来置位的,那么现在就来分析一下什么时候可以发生此动作。
注意:在此例子程序中,在Network1-3中都有对T3的操作
T3 假设在优秀情况下,T3执行完毕的时刻是在第2m个周期。在第2m周期内
A.如果发生在Network1的T3闭点之前,那么在程序扫描到T3闭点的时候,T3的输出值已经变为1了,闭点变为开点,T2输出变为0,往下扫描到Network2的T2开点变为0,T3的SD输出也变为0,继续扫描到Network3,T3开点为0,那么M10.2未被置位。
B.如果发生在Network1的T3闭点之后,Network3的T3开点之前,(则T2是保持为1的),在扫描到T3开点时,T3的输出值变为1,T3开点变为闭点,M10.2被置位。
C.如果发生在Network3的T3开点之后,那么在此周期内对m10.2不会产生置位,在下一周期(2m+1),T3输出值变为1了,所以在Network1里T3闭点变为开点,T2输出变为0,扫描到Network2里,T2开点变为0,导致T3输出值变为0,扫描到Network3里,T3开点变
1配方术语的含义
配方变量:配方画面上通过输入/输出域显示配方成分的数值;

图1.
配方条目数值:配方视图中用于显示配方成分的数值,即配方每条数据记录的数值;

图2.
激活同步变量”Synchronize tags”: 需要配方条目数值与配方变量同步变化;
激活变量离线”Tags offline”: 配方变量的数据与PLC变量变化不同步;

图3.
与……同步”Synchronization”: 需要操作单元与PLC提供公共通讯区,通过“数据信箱”区域指针作为区域指示器来控制操作单元与PLC之间数据记录的同步传送,并结合PLC作业或系统函数功能完成数据记录的传送。在操作单元与PLC之间每传送一个数据记录时,必须复位状态字,这样可防止未经允许的覆盖数据。

图4.
2配方数据记录的传送

图5.
在配方视图中,从HMI设备的配方存储器加载配方数据记录,或利用配方视图的保存按钮将其保存在HMI设备上的存储器中。
在配方画面中,从配方存储器中将配方数据记录的值加载至配方变量,保存时,将配方变量的值保存到配方存储器内的一个配方数据记录中。
根据组态的不同,配方画面和PLC之间存在不同的传送方式。
3根据操作模式划分组态方法
3.1 Teach-in模式
运行时输入数据记录:要在不干扰当前正在进行的过程的前提下,在HMI设备上尝试输入生产数据用以获取有效的数据值。 因此,不应将生产数据即刻传送到PLC。
3.1.1组态步骤
A)新建配方(略);
B)定义配方的存储路径;
C)勾选同步变量与变量离线---配方变量与PLC变量传送数据;
D)添加配方视图、显示配方变量的I/O域到配方画面上。
3.1.2运行结果
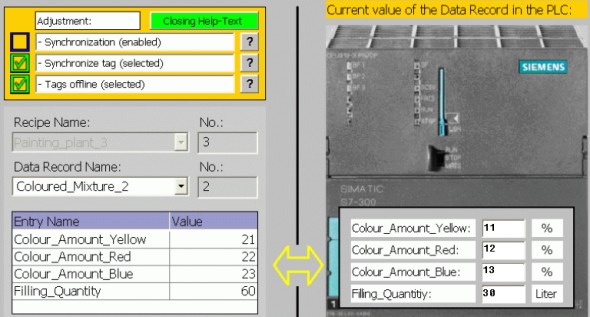
图6.
配方条目数值与配方画面的I/O域数值*,但与PLC变量不同。只有执行  ,PLC变量才会刷新。
,PLC变量才会刷新。
3.2手动生产
通过配方视图加载已存在配方的数据记录值,以供在画面上检查或更正生产数据。
3.2.1组态步骤
A)创建配方及配方视图;
B)定义配方的存储路径;
C)只激活同步变量,取消变量离线。
3.2.1运行结果

图7.
变量在线,在配方视图中加载一条数据记录,配方条目数值与PLC变量同步变化。
若在画面上添加了配方变量的输入域,此时配方变量也是同步变化的。但当手动修改配方变量数值时,配方变量与PLC变量是同步变化的,配方视图的条目数值不发生变化,也就是说,配方视图到配方变量是单向的连接。
3.3自动生产
自动生产让产品自动被执行。生产数据应从 HMI 设备中的配方存储器中或外部存储介质中直接传送到 PLC。无需配方视图。
3.3.1组态步骤
A)组态配方及显示配方变量的I/O域;
B)定义配方的存储路径;
C)取消激活同步变量,则变量在线;
D)利用系统函数Set Data Record To PLC和Get Data Record From PLC或PLC作业执行数据记录的调用。
3.3.2运行结果
配方变量与PLC变量即刻传送数据,也就是配方变量与PLC变量数值是同步变化。
4根据传送模式划分组态方法
配方的数据记录的传送模式分为异步传送与同步传送。
异步传送的方法有:通过配方视图的按钮执行上载  、下载
、下载 ;或通过组态的系统函数;或PLC作业。
;或通过组态的系统函数;或PLC作业。
同步传送:结合“数据信箱”区域指针传送数据记录,可以避免误传送。
4.1同步传送组态方法
1)激活传送下的“与……同步”;

图8.
2)创建数据信箱区域指针;

图9.
3)激活选项下面的同步变量及变量离线。
4)传送数据记录的方式可以由PLC和HMI设备任一方发起,PLC利用PLC作业发起传送,HMI设备可利用配方视图的按钮或调用系统函数发起传送。
4.2运行结果
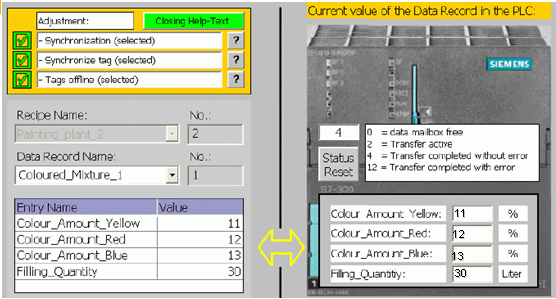
图10.
执行数据传送后,PLC变量与配方条目数值相同,“数据信箱”区域指针显示传送状态。
传送状态通过“数据信箱”区域指针的状态字显示。有关“数据信箱”区域指针的定义可参考WinCC flexible的帮助文档>通讯>SIMATIC S7>用户数据区>区域指针>数据信箱。
4.3异步传送方式
利用PLC作业传送配方的数据记录,作业号69(数据记录由PLC->HMI),等同于 ;作业号70(数据记录由HMI->PLC),等同于
;作业号70(数据记录由HMI->PLC),等同于  。
。
或使用系统函数组态上载、下载按钮,激活变量离线,利用Get Data Record Tags From PLC完成  ,利用Set Data Record Tags To PLC完成
,利用Set Data Record Tags To PLC完成  。(若取消激活变量离线,则利用Get Data Record From PLC和Set Data Record To PLC完成上传、下载功能。)
。(若取消激活变量离线,则利用Get Data Record From PLC和Set Data Record To PLC完成上传、下载功能。)
有关PLC作业的定义可参考WinCC flexible的帮助文档>通讯>SIMATIC S7>用户数据区>区域指针>PLC作业。

 化工仪器网
化工仪器网