 您好, 欢迎来到化工仪器网
您好, 欢迎来到化工仪器网










| 应用领域 | 石油,地矿,能源,电子,交通 |
|---|
湖南嘉普云自动化设备有限公司优势产品:西门子PLC 、触摸屏、变频器、电缆及通讯卡、数控系统、网络接头、伺服驱动、西门子全系列产品
 |
| 参考价 | ¥11 |
| 订货量 | 1 |
更新时间:2021-11-23 10:05:54浏览次数:203
联系我们时请说明是化工仪器网上看到的信息,谢谢!
 |
 |
 |
 |
 |
西门子安徽触摸屏代理商
欢迎联系郑工(湖南嘉普云自动化公司),,我们主要是做可编程控制器,变频器,触摸屏,电线电缆及附件,数控系统,伺服电机,软启动,西门子PLC模块哪家代理商公司价格质量好 西门子PLC模块哪家代理商公司价格质量好 西门子PLC模块哪家代理商价格质量好 西门子PLC模块哪家公司价格质量好 中国哪家西门子代理商销售的PLC模块价格质量好湖


承诺一:1、保证全新*
承诺三:3、保证售后服务质量
流程二:2、我方会根据询价单型号查询价格以及交货期,拟一份详细正规报价单
流程四:4、报价单负责人根据客户提供型号以及数量拟份销售合同
流程六:6、我公司财务查到款后,业务员安排发货并通知客户跟踪运单

本着“以人为本、科技先导、顾客满意、持续改进”的工作方针,致力于工业自动化控制领域的产品开发、工程配套和系统集成,拥有丰富的自动化产品的应用和实践经验以及雄厚的技术力量,为广大用户提供了SIEMENS的技术及自动控制的解决方案,
湖南嘉普云自动化在经营活动中精益求精,具备如下业务优势:
SIEMENS 可编程控制器
1、 SIMATIC S7 系列PLC、S7200、s71200、S7300、S7400、ET200
2、 逻辑控制模块 LOGO!230RC、230RCO、230RCL、24RC、24RCL等
3、 SITOP 系列直流电源 24V DC 1.3A、2.5A、3A、5A、10A、20A、40A
4、HMI 触摸屏TD200 TD400C TP177,MP277 MP377
SIEMENS 交、直流传动装置,数控伺服
SIMATIC ET 200SP
可扩展的 SIMATIC ET 200SP I/O 系统是防护等级为 IP20 的高度灵活的模块化 I/O 系统。通过具有 PROFINET 或 PROFIBUS 接口的接口模块,它可以与更高级控制系统交换所连接 I/O 模块的 IO 数据。或者,以紧凑型 S7-1500 控制器(分布式控制器)的形式提供了各种 PLC、F-PLC 和开放式控制器,作为其它首尾站ET 200SP 组件可用作 SIPLUS 版本以满足*的要求并实现高度的稳健性。
对于 ET 200SP,提供了全面的 I/O 模块(包括故障安全型):
除提供具体产品套件这种标准交货形式外,部分 I/O 模块和基本单元也以 10 件一个包装的形式提供。通过 10 件一个包装这种形式,可以显着减少浪费并节省具体模块的开箱时间。
紧凑型设计
柔性连接系统
安全集成功能
高性能
高性能技术
能源效率
高级功能
通讯标准
CPU
标记 I/O 模块
SINAMICS S120是西门子公司推出的全新的集V/F、矢量控制及伺服控制于一体的驱动控制系统,它不仅能控制普通的三相异步电动机,还能控制同步电机、扭矩电机及直线电机。SINAMICS S120具有模块化设计,可以提供高性能的单轴和双轴驱动,功率范围涵盖0.12 kW – 4500 kW,具有广泛的工业应用价值。由于其具有很高的灵活性能,SINAMICS S120可以*的满足应用中日益增长的对驱动系统轴数量和性能的要求。它具有以下特点:
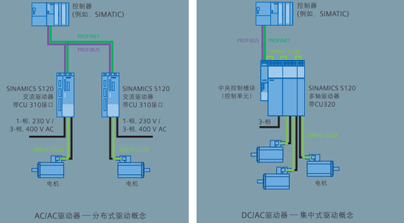
允许不同功率等级与控制性能的单元自由组合,所有系统组件之间都具有高度的兼容性,同时还可通过简单并联就可实现功率的增容。

上位通讯支持标准的 PROFIBUS DP 现场总线或新一代高速工业以太网技术 PROFINET,可以方便地集成到工厂 IT 环境,传动组件之间采用*的DRIVE-CLiQ通讯。
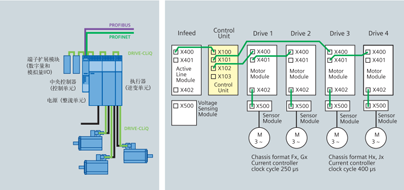
一个控制单元就可同时控制多达四台逆变和一台整流,所需数据都保存在控制单元中,在控制单元内就能建立轴间连接和控制,保证系统高效可靠运行。
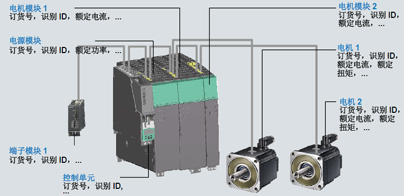
基于网络技术的全新传动串行通讯,用于传动组件之间的通讯。DRIVE-CLIQ 组件都有一个电子铭牌,各项技术数据都将自动装载到控制单元中,从而读取拓扑结构,实现 SINAMICS 驱动系统的自动配置。
由于选用了新一代高性能 IGBT 和*的均流控制技术,装置并联增容时,只需满足短电机电缆的要求就可,而无需笨重而昂贵的平衡电抗或输出电抗器。
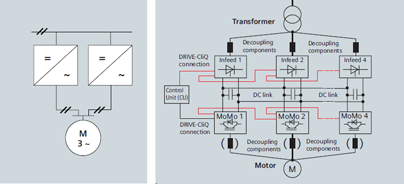
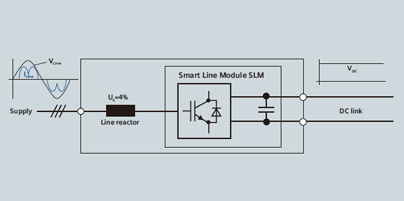
全新的 IGBT 整流 ——SLM,在实现四象限运行的基础上,成功避免了换流故障,又免除了传统晶闸管正反桥整流/回馈所需的自耦变压器,大大提高了传动系统的可靠性。
1配方术语的含义
配方变量:配方画面上通过输入/输出域显示配方成分的数值;

图1.
配方条目数值:配方视图中用于显示配方成分的数值,即配方每条数据记录的数值;

图2.
激活同步变量”Synchronize tags”: 需要配方条目数值与配方变量同步变化;
激活变量离线”Tags offline”: 配方变量的数据与PLC变量变化不同步;

图3.
与……同步”Synchronization”: 需要操作单元与PLC提供公共通讯区,通过“数据信箱”区域指针作为区域指示器来控制操作单元与PLC之间数据记录的同步传送,并结合PLC作业或系统函数功能完成数据记录的传送。在操作单元与PLC之间每传送一个数据记录时,必须复位状态字,这样可防止未经允许的覆盖数据。

图4.
2配方数据记录的传送

图5.
在配方视图中,从HMI设备的配方存储器加载配方数据记录,或利用配方视图的保存按钮将其保存在HMI设备上的存储器中。
在配方画面中,从配方存储器中将配方数据记录的值加载至配方变量,保存时,将配方变量的值保存到配方存储器内的一个配方数据记录中。
根据组态的不同,配方画面和PLC之间存在不同的传送方式。
3根据操作模式划分组态方法
3.1 Teach-in模式
运行时输入数据记录:要在不干扰当前正在进行的过程的前提下,在HMI设备上尝试输入生产数据用以获取有效的数据值。 因此,不应将生产数据即刻传送到PLC。
3.1.1组态步骤
A)新建配方(略);
B)定义配方的存储路径;
C)勾选同步变量与变量离线---配方变量与PLC变量传送数据;
D)添加配方视图、显示配方变量的I/O域到配方画面上。
3.1.2运行结果
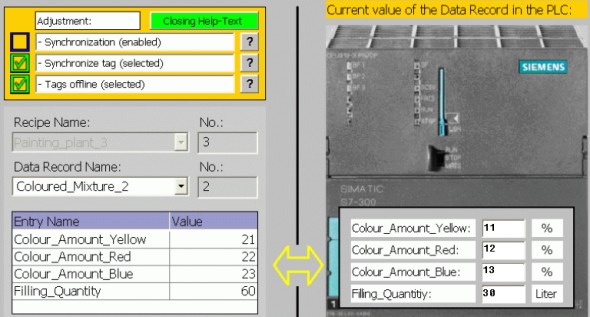
图6.
配方条目数值与配方画面的I/O域数值*,但与PLC变量不同。只有执行  ,PLC变量才会刷新。
,PLC变量才会刷新。
3.2手动生产
通过配方视图加载已存在配方的数据记录值,以供在画面上检查或更正生产数据。
3.2.1组态步骤
A)创建配方及配方视图;
B)定义配方的存储路径;
C)只激活同步变量,取消变量离线。
3.2.1运行结果

图7.
变量在线,在配方视图中加载一条数据记录,配方条目数值与PLC变量同步变化。
若在画面上添加了配方变量的输入域,此时配方变量也是同步变化的。但当手动修改配方变量数值时,配方变量与PLC变量是同步变化的,配方视图的条目数值不发生变化,也就是说,配方视图到配方变量是单向的连接。
3.3自动生产
自动生产让产品自动被执行。生产数据应从 HMI 设备中的配方存储器中或外部存储介质中直接传送到 PLC。无需配方视图。
3.3.1组态步骤
A)组态配方及显示配方变量的I/O域;
B)定义配方的存储路径;
C)取消激活同步变量,则变量在线;
D)利用系统函数Set Data Record To PLC和Get Data Record From PLC或PLC作业执行数据记录的调用。
3.3.2运行结果
配方变量与PLC变量即刻传送数据,也就是配方变量与PLC变量数值是同步变化。
4根据传送模式划分组态方法
配方的数据记录的传送模式分为异步传送与同步传送。
异步传送的方法有:通过配方视图的按钮执行上载  、下载
、下载 ;或通过组态的系统函数;或PLC作业。
;或通过组态的系统函数;或PLC作业。
同步传送:结合“数据信箱”区域指针传送数据记录,可以避免误传送。
4.1同步传送组态方法
1)激活传送下的“与……同步”;

图8.
2)创建数据信箱区域指针;

图9.
3)激活选项下面的同步变量及变量离线。
4)传送数据记录的方式可以由PLC和HMI设备任一方发起,PLC利用PLC作业发起传送,HMI设备可利用配方视图的按钮或调用系统函数发起传送。
4.2运行结果
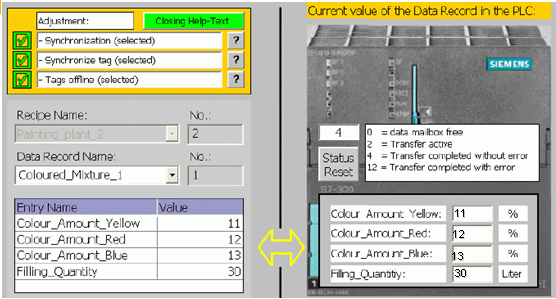
图10.
执行数据传送后,PLC变量与配方条目数值相同,“数据信箱”区域指针显示传送状态。
传送状态通过“数据信箱”区域指针的状态字显示。有关“数据信箱”区域指针的定义可参考WinCC flexible的帮助文档>通讯>SIMATIC S7>用户数据区>区域指针>数据信箱。
4.3异步传送方式
利用PLC作业传送配方的数据记录,作业号69(数据记录由PLC->HMI),等同于 ;作业号70(数据记录由HMI->PLC),等同于
;作业号70(数据记录由HMI->PLC),等同于  。
。
或使用系统函数组态上载、下载按钮,激活变量离线,利用Get Data Record Tags From PLC完成  ,利用Set Data Record Tags To PLC完成
,利用Set Data Record Tags To PLC完成  。(若取消激活变量离线,则利用Get Data Record From PLC和Set Data Record To PLC完成上传、下载功能。)
。(若取消激活变量离线,则利用Get Data Record From PLC和Set Data Record To PLC完成上传、下载功能。)
有关PLC作业的定义可参考WinCC flexible的帮助文档>通讯>SIMATIC S7>用户数据区>区域指针>PLC作业。
 |
 |
 |