 您好, 欢迎来到化工仪器网
您好, 欢迎来到化工仪器网










西门子数控伺服系统:802C S、802D SL、810D DE、820D SL、840C CE、840D DE、840D SL、840Di SL、
S120数 控 系 统、数 控 伺 服 驱 动 模 块、控制 模 块、电 源模 块、备 品 备 件 等。
本公司产品质量按西门子原厂质量标准,产品质保一年,按西门子原厂包装标准,西门子原装 正品,按执行
 |
| 参考价 | ¥16 |
| 订货量 | 1 |
更新时间:2021-11-23 10:05:54浏览次数:270
联系我们时请说明是化工仪器网上看到的信息,谢谢!
 |
|
|
 |
|
湖南嘉普云自动化设备有限公司
湖南嘉普云自动化设备有限公司
1. 产品概述
订货号
6ES7138-4DB03-0AB0
兼容性
订货号为6ES7138-4DB03-0AB0 的1SSI对如下的模块是*兼容的:
? 6ES7138-4DB02-0AB0
? 6ES7138-4DB01-0AB0
? 6ES7138-4DB00-0AB0
特性
? 1SSI模块是PLC和值编码器之间的接口,可以在用户程序中周期的读取编码器值
? 可用的端子模块 TM-E15S24-01 和 TM-E15S26-A1
? 等时模式
? 编码器值的规格化
? 反转编码器的计数方向,从而调整轴的运动方向
? 在标准模式下的锁存功能,冻结当前的编码器值
? 在标准模式下,实现装载比较值和当前计数值的比较功能
? 可选择的读取模式
-Free wheeling
-Synchronous to the update rate
-Isochronously
? 使用Fast mode,快速的编码器值检测(6ES7151-1AA00-0AB0接口模块不支持该功能)
? 在等时模式中考虑了大的编码器采样率
? 等时模式的生命周期
? 编码器值的奇偶校验
? 格雷码/二进制码
支持的编码器类型
类型如下:
? 值编码器(SSI) 13 位
? 值编码器(SSI) 14 位
? 值编码器(SSI) 15 位
? 值编码器(SSI) 16 位
? 值编码器(SSI) 17 位
? 值编码器(SSI) 18 位
? 值编码器(SSI) 19 位
? 值编码器(SSI) 20 位
? 值编码器(SSI) 21 位
? 值编码器(SSI) 22 位
? 值编码器(SSI) 23 位
? 值编码器(SSI) 24 位
? 值编码器(SSI) 25 位
固件更新
可以使用STEP7 HW Config 更新1SSI模块的固件版本(接口模块支持该功能)。
标识数据
? 硬件发行状况
? 固件发行状况
? 序列号
请参考:ET200S Distributed I/O System 手册,Identification Data 章节
组态
可以使用如下的方法组态:
? A GSD file /csi/gsd)
? STEP 7 V5.4 SP2 or V5.3 SP2 with HSP 2022 and higher
2. 时钟模式
硬件要求
? CPU 支持等时模式
? 主站或Profinet 主站支持等距总线周期
? IM151 支持等时模式
特性
1SSI 模块可以根据不同的系统参数分配,工作在非等时和等时模式下
在等时模式下,主站和1SSI模块的数据交换和总线周期是同步的
在等时模式下,所有的反馈字节具有*性
3.模块接线图
接线规则
电缆(端子1和5/端子4和8)必须是屏蔽双绞线。
端子图如下:

图1
注:1当连接编码器时,接线的极性要正确,否则会报编码器错误
2短路电流保护-大0.5A
4. 配置标准模式和快速模式
简介
为了充分的利用SSI模块的功能,根据不同的自动化任务,可以选择标准和快速两种模式。
应拥领域 模式
| 应拥领域 | 模式 |
| 标准 |
| 快速
|
表1
| STEP 7 HW Config 组态1SSI | |
| (等时/非等时模式) | |
| 从硬件目录中选择要使用的功能模块 | |
| 对于标准模式,选择订货号6ES7138-4DB03-0AB0 | 对于快速模式,选择订货号6ES7138-4DB03-0AB0 Fast |
| 托拽1SSI模块到相应的槽中 | |
| 配置参数 | |
表2
| GSD 文件 组态1SSI | |
| (仅非等时模式) | |
| 选择1SSI模块的GSD 文件 | |
| 对于标准模式,选择订货号6ES7138-4DB03-0AB0 | 对于快速模式,选择订货号6ES7138-4DB03-0AB0 Fast |
| 配置参数 | |
表3
5.1SSI 功能
5.1 编码器值检测
值编码器传送信息侦中的编码器值到1SSI 模块。信息贞的传送由1SS1进行初始化。如下的方法可以使用:
? Free-wheeling
? Synchronous
? Isochronous
在硬件配置的“Detection”参数中设置Free-wheeling 和synchronous 模式。这个参数只能工作在非等时模式下。

图2
Free-Wheeling 方式
在该模式下使用latch功能,能获得大精确的数值。在每次的单稳态触发时间结束时,模块开始传送报文数据。与模块的周期更新编码器值是非同步的
Synchronous 方式
在该模式下可以检测编码器的实际值,能获得大精确的数值。数据报文的传送和模块的更新周期是同步的
Isochronous
在该方式下,当等距总线周期激活时,编码器值的检测是自动进行的,DP 主战和DP从占对于总线是同步的。
5.2 格雷码/二进制码 转换
当设定为格雷码时,值编码器的格雷码值被模块转化为二进制值;当设定为二进制码时,值编码器的值不进行转换
5.3 传送编码器值和标准化
1SSI模块确定的位置值,与下列相关:*销售西门子软启动器
? 编码器类型
? Trailing 位的个数
? 编码器总的步数
如:一个单圈的9位编码器=512 步/转设置如下的参数:
编码器类型:SSI-13 位
Trailing 位个数:4
编码器总的步数:512

图3
当不激活Scaling 选项时,按照下图来评估位置:

图4
当激活Scaling 选项时,按照下图来评估位置:

图5
5.4 检测方向和反转旋转方向
方向检测:运动方向的检测可以由模块的LED灯来显示
UP LED:编码器的值由低到高
DN LED:编码器的值由高到低
方向反转:调整编码器的运动方向(轴的运动方向)
? Off
保持编码器位置值传送的方向
? On
反转编码器的位置值的传送方向。如:虽然编码器的实际值在增加,但显示的值在递减
5.5 比较器(仅在标准模式)
编码器的值可以与多两个装载的值进行比较,比较结果存储在模块的反馈接口中。可以设定两个比较值,在硬件组态中参数如下:

图6
| 设定 | 比较结果(CMPx) |
| inactive | 编码器值不进行比较 反馈位CMPx=0 |
| Forward direction | 编码器值在上升的方向进行比较(UP)
|
| Backward direction | 编码器值在下降的方向进行比较(DN)
如果编码器值没有变化,则CMPx保持不变 |
| In both directions | 编码器值在两个方向进行比较 如果方向向上:
如果方向向下:
如果编码器值没有变化,则CMPx保持不
|
表4
5.6 锁存功能(仅在标准模式)
使用数字量输入(DI)的沿信号可以冻结当前的编码器数值
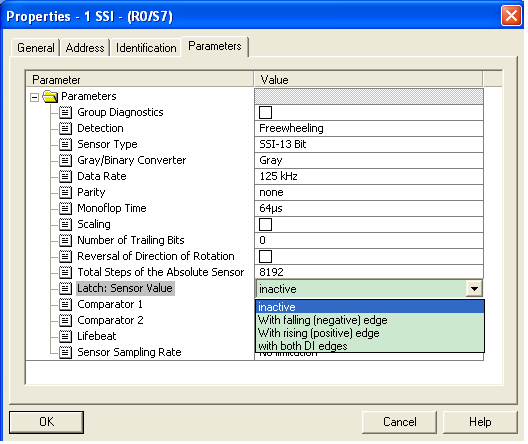
图7
终止锁存功能:锁存功能必须被确认,锁存标志位31被删除后,编码器值被更新。

图8
5.7 在标准模式下的控制和反馈接口
| 地址 | 分配 |
| 字节0 到 3 | 编码器值(双字;31位设置,编码器值被冻结) |
| 字节4 | Bit7: 等时模式 LZ |
| Bit6: 操作准备好 RDY | |
| Bit5: 参数分配错误 ERR_PARA | |
| Bit4: 值编码器错误 ERR_SSI | |
| Bit3: 编码器供电短路 ERR_24V | |
| Bit2: 输入通道状态 STS_DI | |
| Bit1: 状态 DN STS_DN | |
| Bit0: 状态 UP STS_UP | |
| 字节5 | Bit7: 保留=0 |
| Bit6: 保留=0 | |
| Bit5: 保留=0 | |
| Bit4: 保留=0 | |
| Bit3: 到达比较值2,CMP2 | |
| Bit2: 到达比较值1,CMP1 | |
| Bit1: 装载功能错误, ERR_LOAD | |
| Bit0: 装载功能运行,STS_LOAD | |
| 字节6 到 7 | 保留=0 |
表5
| 地址 | 分配 |
| 字节0 到 3 | 比较值1 或者2(双字) |
| 字节4 | Bit7: 错误确认 EXTF_ACK |
| Bit6: 锁存功能确认 LATCH_ACK | |
| Bit5: 保留=0 | |
| Bit4: 保留=0 | |
| Bit3: 保留=0 | |
| Bit2: 保留=0 | |
| Bit1: 装载比较值2,CMP_VAL2 | |
| Bit0: 装载比较值1,CMP_VAL1 | |
| 字节5 | 保留=0 |
| 字节6 到 7 | 保留=0 |
表6
5.8 快速模式下的反馈接口
| 地址 | 分配 |
| 字节0 到 3 | Bit31: 保留 或 LZ |
| Bit30: 操作准备好(反馈可用) RDY | |
| Bit29: 参数分配错误 ERR_PARA | |
| Bit28: 编码器组错误 或 编码器供电短路 EXTF | |
| Bit27: DI 状态 | |
| Bit26: 状态 DN STS_DN | |
| Bit25: 状态 UP STS_DN | |
| Bit 0 到 24:编码器值 |
进入中国16年,柯马(上海)工程有限公司(以下简称“柯马”)的管理者们每天都在感受着中国汽车市场的变化。
经历了前几年的迅猛加速时期,到2012年中国超过美国和欧洲,跃升至全球首位,中国汽车市场的发展可以用“惊叹”一词来形容。
市场的巨大需求加速了全球汽车*们在华建厂的步伐,推动了本土汽车制造业的蓬勃发展,当然也为柯马这样的车身焊接、动力总成装配和加工设备供应商带来了巨大的商机。柯马的*执行官Stefan Sack博士曾对外公布过这样一个数字,“柯马在中国的业务每年平均增长近50%。”
然而,这样的业绩并非一蹴而就。
多年前的一天,当全球优秀的汽车制造商要求其在华工厂建设的生产线能够实现3D规划及模拟测试时,柯马的工程师们一筹莫展了。此时,柯马核心的技术支持团队都在总部意大利,而当时的柯马使用的生产线规划工具仅仅是简单的Office软件,并不具备模拟仿真功能。
这时,柯马遇到了西门子——后者的数字化制造软件解决方案组合Tecnomatix已经是全球诸多汽车制造商可以选择]的生产线规划模拟工具。柯马决定引入Tecnomatix用于项目中生产线和作业单元的模拟测试,而事实证明,这成为了柯马此后走上技术革新之路的重要引擎。

从开始合作的2008年至今,柯马携手西门子成为了其全球所有分支机构中的新技术*,不但成功交付了多家全球汽车*在华工厂的车身焊接、动力总成等项目,还为推动中国本土汽车制造商的技术升级做出了不可忽视的贡献。
应用Tecnomatix进行汽车生产线和作业单元的规划模拟,对于柯马的工艺工程师们来说是一件开心的事情。
首先,Office软件中生硬的二维线条变成了屏幕上生动形象的3D场景,设计与规划实现了真正的“所见即所得”。而Tecnomatix更为强大的还是它的模拟功能。“通过使用Tecnomatix工具,我们能模拟更多的生产场景。”柯马机械工程部工艺工程经理Riccardo Piegaia表示。
对于生产线的模拟仿真有助于发现设计中存在的缺陷及问题,以便在投产前就加以校正。据Siemens PLM Software大中华区市场总监权奎奭告诉记者,Tecnomatix具有补偿调校功能,可以保证生产线模拟的精准度达到98%,有助于减少车间中的返工次数。
柯马*执行官Stefan Sack博士如此评价利用Tecnomatix为其带来的巨大收益:“Tecnomatix工具不仅能帮助我们向客户交付同类优秀的生产线,而且还能节省工程时间,降低柯马对资源的消耗。”

由于与客户采用了统一的生产线规划与模拟平台,柯马可以实现规划、模拟、调试各阶段与汽车制造商的数据交换和协同,既满足了客户的要求,又将项目周期缩短了20%~30%。
而由此带来的是柯马整体竞争力的提升。2011年,柯马(上海)完成了当年大的项目——为菲亚特(中国)制造一条完整的白车身生产线,这其中包括250个柯马机器人。20名工程师使用Tecnomatix工具仅花了近半年的时间就完成了一系列优秀的模拟测试,无论是项目交付周期还是技术的复杂程度都在业界居优秀地位,而这在与西门子合作之前是无法想象的。
据柯马机械工程部工艺工程经理Riccardo Piegaia介绍,在该项目中,Tecnomatix的仿真模拟工具即发挥了巨大的作用。“我们模拟了所有的白车身作业单元,从点焊开始,一直到螺柱焊、激光焊等更加*的技术。虽然激光焊接的成本远远高于点焊,但在汽车制造完成后的车身可见区域,前者比后者更加美观。通过模拟测试,我们向客户交付了一个车顶焊接工作站,其中两个机器人进行点焊作业,而另外两个机器人进行焊接作业,兼顾美观同时控制了成本。”
柯马通过模拟仿真为客户提供了优的解决方案,赢得了客户的信任与认可。如今,柯马即将模拟和调试菲亚特项目的二期工程,通过缩短生产周期和成倍增加机器人工作站,将该生产线的产能提升近一倍。

从初需要从意大利总部获得技术支持,到如今超越欧洲成为全球新技术的*,柯马的技术革新之路与其同西门子的合作密不可分。
当大多数的汽车制造商还习惯于用Tecnomatix中的Robcad解决方案进行模拟测试时,柯马已经应中国客户的需求使用新版本Tecnomatix中的Process Designer和Process Simulate解决方案了。“前者是针对于单一工作站点的仿真模拟,而后者自身拥有数据库,可以对整个一条生产线进行仿真模拟,更易于实现整个项目的协同。”Siemens PLM Software大中华区市场总监权奎奭表示。
此外,Process Designer和Process Simulate解决方案使工程速度和规划模拟的可视化程度都能得到提升,柯马可以通过应用这一解决方案实现整条生产线的可视化。而Process Designer和Process Simulate解决方案还支持工程及财务平台,为工程师制作报价和标书也奠定了基础。
“不可否认,应用Process Designer和Process Simulate解决方案进行整条生产线的协同规划已成为行业趋势。柯马(上海)已经开始扮演新技术*的角色,并不断将该方案介绍给越来越多的客户,这对于推动汽车制造产业技术的进步是具有重大意义的。”Siemens PLM Software大中华区市场总监权奎奭说。
在柯马实现技术革新的道路之上,西门子始终是其携手同行的伙伴。秉承推动产业进步的相同目标,西门子为柯马提供的不仅仅是Tecnomatix这样一个工具平台,而是成功交付项目的鼎力支持。 “我们将柯马作为全球重要的合作伙伴,每次都是从欧洲派来强大的专家团队为其提供培训和技术支持。”Siemens PLM Software大中华区市场总监权奎奭表示。
同时,西门子也会协助柯马解决项目中遇到的许多问题,以保证工程实施更为顺利。Siemens PLM Software大中华区市场总监权奎奭举过这样一个例子,柯马曾经被要为多个客户准备多台服务器的问题困扰,西门子PLM为其提供了“虚拟机”方案,用一台服务器即可同时对应多个客户,而柯马为项目设计进行IT准备的时间也从4周缩短为了3天。
经过多年的历练,目前柯马已经拥有中国大、技能高超的3D模拟团队,包括几十位使用Robcad、Process Designer和Process Simulate的模拟工程师。这进一步巩固了其在中国市场车身焊接和动力总成等领域的领军地位。
而其实,柯马与西门子共同追求技术革新的旅程才刚刚起步。
据悉,下一步,在“虚拟制造”方面,双方还计划携手展开更具创新性的合作。
“不单单进行机械工艺的模拟仿真,也将电控制信号引入到仿真过程之中,使之更趋向于真实的场景。这会帮助其进一步缩短工程交付时间,同时节省成本。”Siemens PLM Software大中华区市场总监权奎奭表示。而另据他透露,柯马还将引入西门子PLM的Teamcenter软件用于产品数字制造环节。包括Tecnomatix和Teamcenter在内的数字工具都将在柯马的企业成长过程中发挥重要作用。

*销售西门子软启动器